
多种型号 型号中国台湾*SCBH减震精密微调塘头


产品简介
详细信息
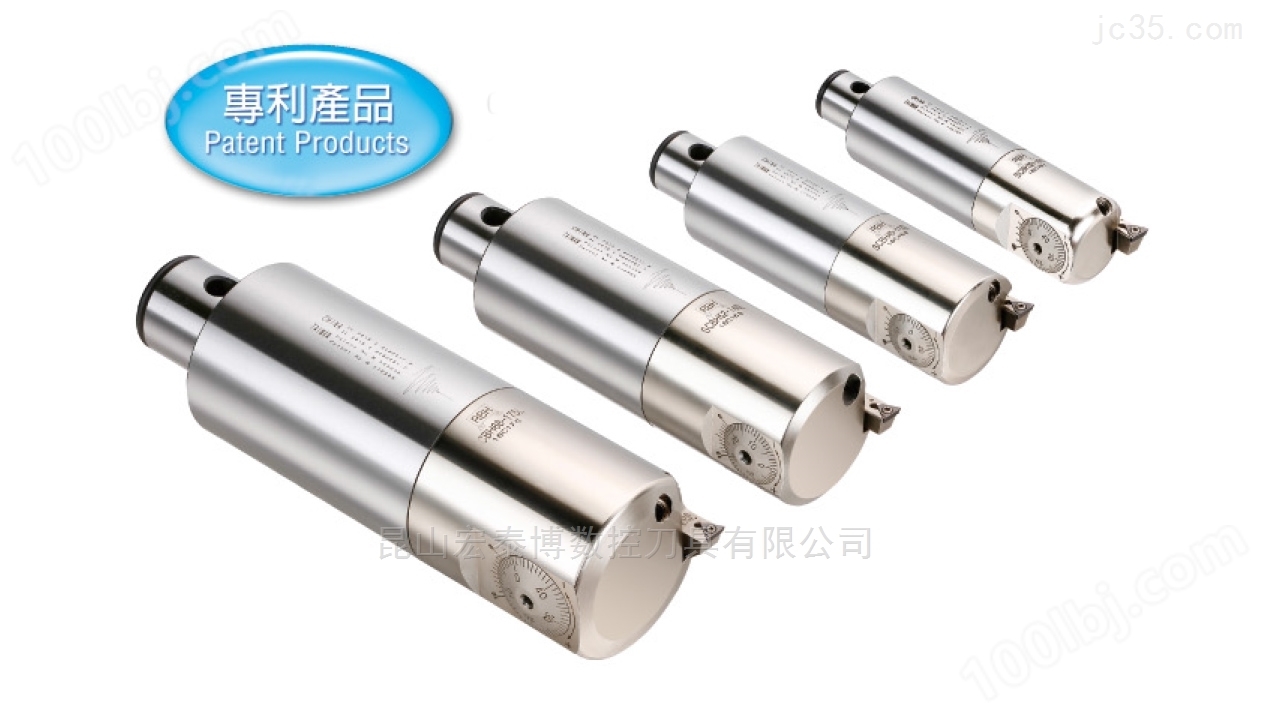
减震器与搪孔头的结合,一体式的结构,当搪孔加工时可与一般同型号的LBK刀杆任意组合,而得到更大的加工有效长与更好的加工表面精度。具有多种规格,自Ø20-Ø202均可搭配使用,所有规格均具有中心出水功能。本产品使用双边对稳定位结合,可使减震效果更好。本产品应用在加工深度为柄径的4-8倍*果更好。SCBH减震搪孔头与SLBK减震延长杆+CBH搪头相比较,SCBH减震搪孔头可使用更高的切削给,得到更好的加工效率。
 精密制造减震塘头SCBH
精密制造减震塘头SCBH
 LBK刀柄 规格有LBK1/2/3/4/5/6
LBK刀柄 规格有LBK1/2/3/4/5/6
 SLBK减震延长杆
SLBK减震延长杆
减震塘头与减震延长杆可使用更高的切削进给,得到更好的加工效果。

减震产品使用事项与减震刀具维护
- 检查机床主轴,主轴跳动量,磨损情况和拉刀机构的加紧力。
- 良好的主轴锥度咬合面及拉刀夹紧力是避免震动的基础。
- 工具机主轴需保持清洁,主轴孔与端面碰伤部分需清除。刀杆装在主轴上旋转,偏摆需维持在0.003mm内,超长刀柄需在0.005mm内,当主轴偏摆过大,会造成及减震器失效,所以只能在主轴旋转良好的机床上才能适用减震镗孔刀杆或减震铣刀干。
- 在不干涉的状况下选择大柄径的刀杆和短的基础刀杆 范例1:BT50-FMH27-400-D58柄径是Ø58,如果选用BT50-FMH27-400-D78,柄径是Ø78,不瑾刀杆刚变好,较大柄径可装入更大的减震器,减震效果更佳。
范例2:假如要精镗Ø70的孔,选用SCBH68搭配BT50-LBK6刀杆,会比较使用SCBH52搭配BT50-LBK5刀杆,有更好的减震效果和延深长.
- 减震产品内部有橡胶制品,加工时需有切削液协助降低工件与刀杆的温度.
- 减震产品*不使用时需直立放置,在收藏前需用压缩空气将内部的切削液清理干净,擦拭后上油保养,避免潮湿生锈。
- 当组装减震刀杆时,应小心地正确锁紧刀体,以确保不会损坏减震刀杆。由于减震刀杆壁觉薄,因此减震刀杆不能夹持,敲击,拆解,撞击,以上情况均会丧失减震功能。
- 检查并确认所有单元都以正确的扭矩正确组装。
- 组装刀片和刀具时,请务必使用扭矩扳手按照推矩锁紧螺丝。
- 装配之前清洁所有要装配的零件。
- 到期润滑用于精镗的精镗调整机构。
- 所有减震刀具都只能正转使用,如需反转使用则需另外订制。