
车磨机床 VLC 350 GT——在传动齿轮箱和电机制造领域内用于对卡盘件进行硬车和磨削

产品简介
详细信息
VLC 350 GT——在一台机床上进行车削和磨削
“GT”这个缩写代表着“Grinding”(磨削)和“Turning”(车削)。这充分表明了 VLC GT 机床所具备的强大优势:磨削和车削(以及其他工艺过程)与久经考验的埃马克上下料工件输送系统相结合,能为客户提供无数种生产解决方案。
车磨机床 VLC 350 GT 的体积大于 VLC 200 GT,因此能加工直径不超过 350 mm 的工件。
另外,这款机床上实现了可选配一根集成有数控回转轴的磨削主轴的可能性。在这根主轴上可以装备比如圆柱形砂轮,用以磨削内孔。
车磨机床 VLC 350 GT 也适合小批量产品的生产过程。机床加工区内有足够的空间,因此从一开始便预装有不同的磨削主轴,从而可省略换装过程。
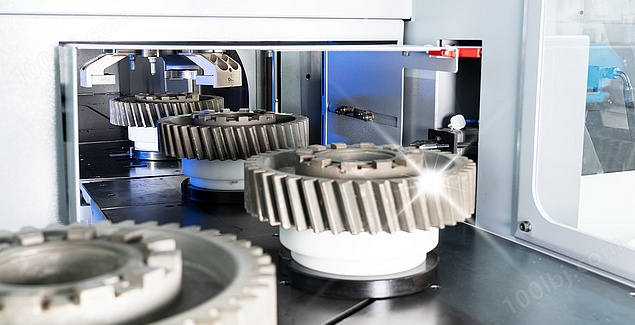
从传统的传动齿轮到具有内锥的卡盘件
总的来说,使用 VLC 350 GT 机床可以对传动齿轮进行传统型硬加工,其中包括端面硬车、钻孔预车和外侧同步圆锥面磨削,以及轮廓精磨。
另外,使用 VLC 350 GT 还可以加工其它多种具有内锥的卡盘件。对于有内锥的工件,配备数控回转轴的内圆磨砂轮轴优势:
1.端面车削:
通过上下料主轴进行高速上料(和之后的下料)。加工从端面硬车开始。
2.轮廓车削:
根据工件几何形状,在第二个步骤中可以预车内轮廓(具有一个或两个锥形)、一个圆柱形孔和外侧的同步圆锥面。
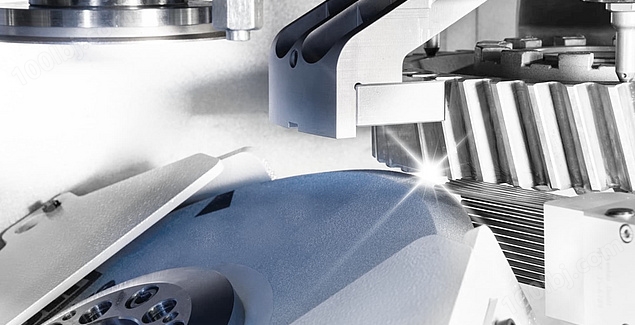
3.内轮廓磨削:
在可回转的数控轴上装备圆柱形砂轮可以加工出不同的内锥角。加工时,磨削主轴可以精确回转到所需的各个角度。采用这种方法也可以加工孔(磨削角度为零度)。
4.外轮廓磨削:
最后使用外圆磨主轴磨削外侧同步圆锥面。
节拍时间更短——刀具成本更低
由(硬)车削和磨削构成的组合式加工工艺能确保快速的加工过程和的加工品质。完成车削后,只剩下几毫米的剩余余量需要加工。因此,使用刚玉或 CBN 砂轮进行的磨削过程也显著缩短。另外,由于余量很小,因此便可以有针对性地根据最终质量要求来设计磨削砂轮所需达到的技术规格。完成加工过程后,可通过一个内置测量头检查工件的直径和长度。另外,X 轴中的直线电机能够非常快速地将工件运送到加工位置,这也有助于缩短换装时间。
灵活的配置——多种解决方案
车磨机床 VLC 350 GT 的性能特别强大,尤其适合大中批量产品的生产。另外,机床配备宽大的门,刀具也易于接近,因此换装十分简便,再加上配置灵活性,使这款机床同样适合那些批量较小并且生产任务时常变换的应用。这时也可以手动为机床上料或者将机床集成到生产线中。
技术数据
| 工件直径 | mm in | 400 15.5 |
| 工件长度 | mm in | 200 8 |
| X轴行程 | mm in | 2,300 90.5 |
| Y轴行程 | mm in | 350 14 |
图片/视频


优势
- 在一次装夹内完成整个加工过程
- 通过工艺过程组合实现的节拍时间
- 砂轮磨损极低——CBN 技术可提高生产率
- 12 工位刀塔可实现埃马克的所有切削工艺技术
- 内圆磨砂轮轴中可配备用于加工锥角的新型 B 轴
工件工艺
- 工件
- 工艺

涡轮增压器轴

齿轮

CVT 皮带轮

倒立式车削

车削 / 滚齿