
二模四冲螺丝打头机

产品简介
详细信息
二模四冲打头机结构
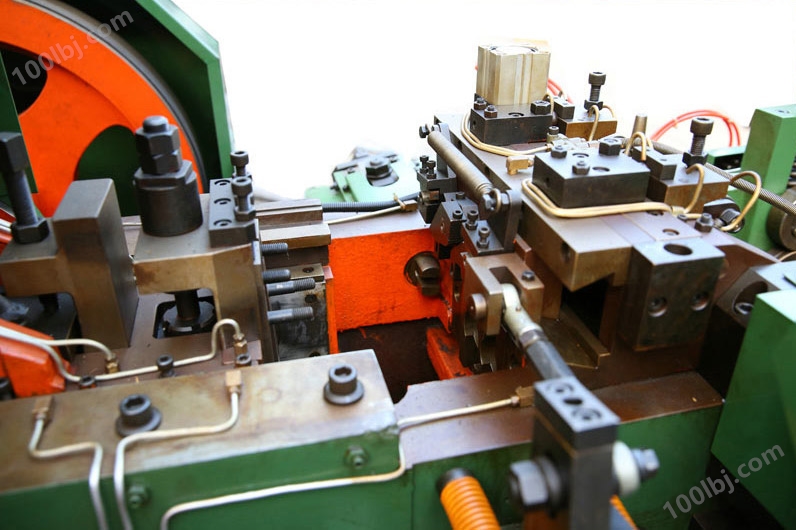
机芯

机芯
二模四冲打头机特点
关键部位直接从中国台湾、日本、德国进口,保证设备的高精度、高硬度、高耐磨要求
二模四冲打头机生产的产品
此机器可生产各种特殊形状的紧固件

二模四冲打头机视频
二模四冲打头机怎么调
- 定期检查螺丝打头机的机油是否清洁,做到及时补充更换新的润滑油及滤网;
- 定期检查测试并调整各个转动部位的缝隙,以确保打头机能正常工作;
- 易损零配件:打头机有些部件属于消耗品,需要更换的,需要定期检测,如有破损需要及时更换新的零部件。
- 每天由打头机操作员负责机械的保养工作,并做好日常保养记录及故障记录,以备查询。
- 打头机的机械硬件检查:检查机械各个部件连接处螺丝是否锁紧,各个部件是否能正常工作;
- 试开机时听打头机工作的声音是否存在异响或异常。
- 润滑油检查:是否是专用油品?润滑油品质是否好,打头机油槽的润滑油是否足够,油路是否顺畅。
二模四冲打头机价格
二模四冲打头机价格多少钱,价格大概是在125000-130000元之间,还根据配件和模具来决定具体二模四冲打头机价格多少钱。二模四冲螺丝打头机
二模四冲螺丝打头机为冷镦设备,功能为打孔机一型二打孔机制品,主要是为了螺纹制品的头部成形,其工作原理是线材的调整、放线、切断、向主模具的进给、一打孔机初锻、二打孔机成形材料的退出。其工作一口气完成,每一分钟生产能力可达200粒左右,是目前技术比较的产品。二模四冲螺丝打头机可镦锻各种金属材料:普钢、碳钢、不锈钢、铜、铝、合金钢等材料,用途广泛。(不锈钢、合金钢等材料,可用加温器加热到调节温度,方能镦锻。)
二模四冲螺丝打头机可制造普通自攻螺钉,电器螺丝,微型螺丝,内外六角螺栓,鑽尾螺丝,纤维板螺钉等常用产品,如加装阳模顶出装置(PKO)还可镦制其它非标异型五金产品。
二模四冲打头机厂家
看待一家打头机厂家的打头机生产效率如何,不能光听它人的一面之词,更好的办法就是实践,从生产的产品细节反映打头机的生产功能。螺丝的材质能体现了螺丝强度效果。而从螺丝外观来看能基础判断出打头机的加工质量。从细节上看。若一颗螺丝的形状、精度能达到标准就能恰好体现出打头机的加工技术。产品使用过后才能反映出本能。打头机的是否适合自己厂家的使用还需从多方面来判断。二模四冲打头机厂家广东泰吉鑫机械有限公司,位于广东阳江市,占地面积12000平米。东莞分公司:泰吉兴机械有限公司,位于广东省东莞市寮步镇。公司前身为中国台湾台鑫机械公司,于1980年创办于中国台湾彰化县,专业制造一模二冲打头机,搓牙机,开合模冷镦机,四模四冲,五模五冲,六模六冲冷镦机等螺丝机器30余年,积累了丰富的经验。
二模四冲打头机厂家拥有专业的机械设计开发团队, 并配备有数控车床、磨床、铣床、镗床、摇臂钻床等多种高精密度加工设备,同时所有机械产品的关键零部件直接从中国台湾、日本、德国等地进口,保证我们机械符合高精度、高硬度、高耐磨要求。从开厂至今,我们已制造并销售了3000多台机器,客户遍布中国大陆、越南、印度尼西亚、印度、俄罗斯、埃及、乌兹别克斯坦、阿根廷、土耳其等国家,其中包括亚洲较大的螺丝厂晋亿集团(以及山东晋德)、浙江广隆,以及越南联合工业有限公司,受到客户的。
二模四冲打头机多少钱
二模四冲打头机是冷镦设备的其中一种,二模四冲打头机是使用功能很简单,只是简单的为螺丝做头部成型的作用。打头机生产螺丝的工作原理是线材调直、进线、剪断、送料入主模,一冲初锻,二冲成形坯料退出。可以制造市面上很多种类的螺丝,常见的就有普通的螺丝,复杂的,微小的,六角的等等,还可以根据客户要求制造一些非标异性产品。二模四冲打头机多少钱,价格大概是在125000-130000元之间,还根据配件和模具来决定具体二模四冲打头机多少钱一台。
二模四冲打头机调试
一、准备工作 根据《品质管理工作图》至模具室和原材料仓库领取相应的模具及线材,注意顶针及冲针标记,线材的材质 1、关闭3号或4号模具气阀(图十七),拆下冲模(有后冲针时同时拆下),主模、剪刀、剪底擦拭干净后放放模具盒,同时将剪料1号、2号、3号、4号(图二十四)放入模具盒,以备下次调机参考。2、安装剪刀、剪底 ①、选择剪刀、剪底(图一),剪底比需剪断线材大0.05—0.08MM,剪刀比剪底大0.05MM ②置入剪底,将剪底定位螺丝置后(图十六),装入剪底 ○3安装剪刀且锁紧,调整剪底定位螺丝让剪底顶到剪刀,让剪底定位螺丝后退一点,使剪刀与剪底有自然空隙约0.1MM ○4松开剪刀,先用端面平齐细顶针调试再用线材调试直到线材可以在剪刀与剪底间能自由出入。 ○5调直线材使线材表面无伤痕 ○5、(1)调直轮,松开调直轮固定螺丝,插入线材调整 ○5、(2)压线轮根据所制螺丝使用线材线径选择合适压线轮(图十一) 压线轮槽宽要线径稍大,调整气压,(8MM以下及球化线材压力为1KG~1.5KG,SUS线材为0.2KG,(8MM以上线材压力为2.0KG,
3、调整进料长度和挡料杆(图十三、十四、十五) 根据《品质工作管制图》所示产品尺寸估算所需线材用料长度,先调整拉料长调至比所需料长3~8MM,再选择合适挡料杆,(估算用料长度时要从需要线材最短线估算,以免撞坏模具)装配主模、冲模 装配前需关闭主模具气阀, 在装配应扳动离合器,并使机器处于正常停机位置 安装模具前先装主模,锁紧固定螺丝后将主模后通顶臂上方螺丝松动退后,扳动机台离合器到主模顶杆与后通顶臂上螺杆最近,调整螺杆使其主模顶杆,保证后通顶臂上螺杆与主模顶杆有微小间隙可以自由转动约0.1MM,再次扳动离合器到合理位置用细顶针调试各主模所需长度,主模内长度需比螺丝杆长长0.5MM左右.
二模四冲打头机和单模打头机的区别
1、其的区别在主冲模数不同,而且二模四冲螺丝冷镦打头机一般都有夹钳,送料,通出等结构都不一样。关于如何选用这两种机型,和产品的大小并无直接关系。2、二模四一般采用大材料小变形的工艺,单模机的工艺就不详细说明了。一般变形量比较大的产品选用二模四,简单的用单模机,但是真正选用机型的标准是镦锻比,超过一定的镦锻比,两模四也不好使,需要更多的工位。
其的区别在主冲模数不同,而且二模四冲螺丝冷镦打头机一般都有夹钳,送料,通出等结构都不一样。关于如何选用这两种机型,和产品的大小并无直接关系,二模四一般采用大材料小变形的工艺,单模机的工艺就不详细说明了。一般变形量比较大的产品选用二模四,简单的用单模机,但是真正选用机型的标准是镦锻比,超过一定的镦锻比,两模四也不好使,需要更多的工位。