
J型叉车门架槽钢
产品简介
详细信息
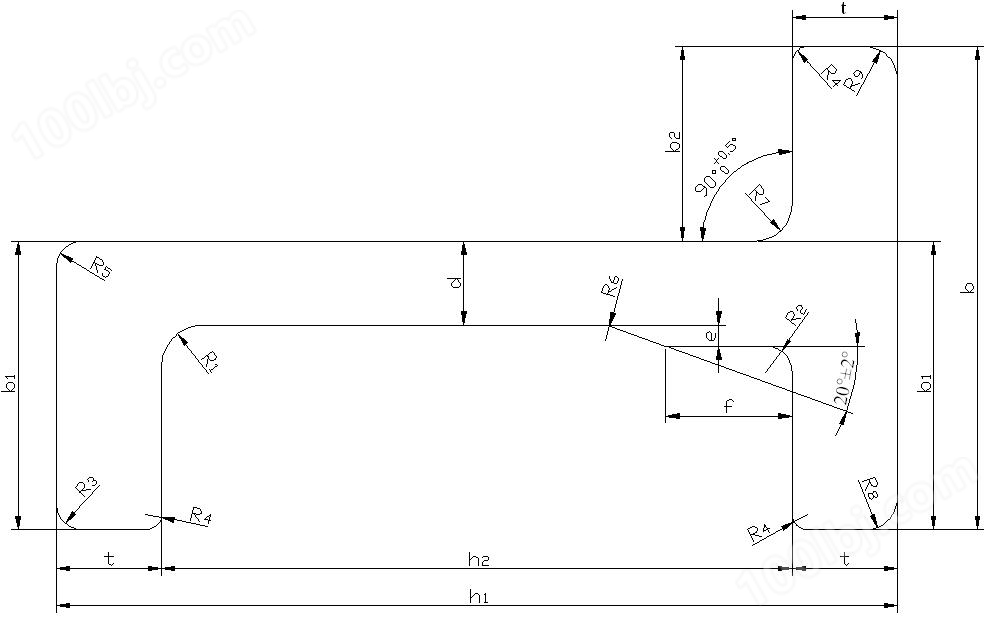
16J:
h1——腹板高度;h2——内宽;b、b1、b2——翼板宽度;d——腹板厚度;t——翼板厚度;
R1 ~R9——圆角半径; e——凸台高度;f——凸台宽度;
图1
3.1.2 型钢的外形尺寸、截面面积、理论重量、截面特性参数及尺寸偏差应符合表1和表2的规定。
表1
| 规格 | 尺寸, mm | 截面面积 mm2 | 理论重量 kg/m | |||||||||||||||||
| hl | h2 | b1 | b2 | b | d | t | R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 | e | f | |||
| J160a | 160 | 120 | 55 | 37 | 92 | 16 | 20 | 8 | 5 | 3 | 3 | 5 | 3 | 7 | 4 | 3.5 | 4 | 24 | 4987.65 | 39.15 |
| 注:表中未标注精度要求的圆弧半径数据用于孔型设计,不作交货条件。 | ||||||||||||||||||||
表2
| 规格 | 允许偏差,mm | ||||||||
| h2 | b1 | b2 | d | t | R3 | R8 | R9 | 翼板内侧斜度 | |
| J160a | ±0.6 | ±1.5 | ±1.0 | -0.5~+1.1 | ±0.8 | ±1.0 | ±2.0 | ±1.5 | 0~+0.5° |
| 注1:翼板宽度、翼板厚度尺寸及公差应尽量保持一致,同一支型钢单边翼板宽(b1)相差尽量不超过1mm。 注2:外形尺寸偏差应尽量避免极限偏差。 | |||||||||
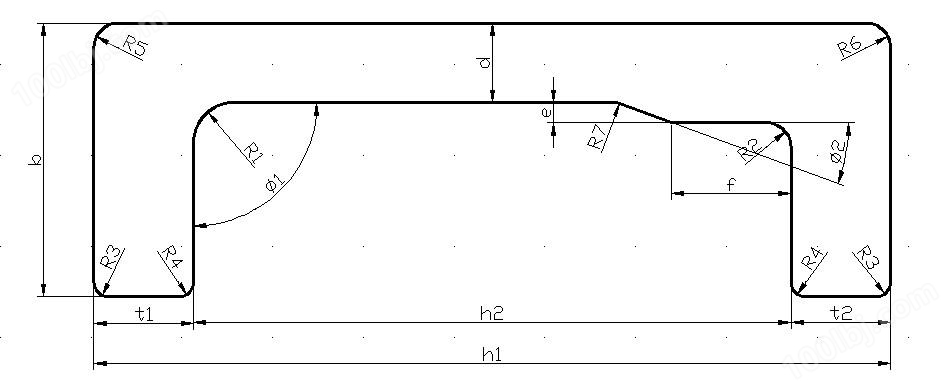
16J:
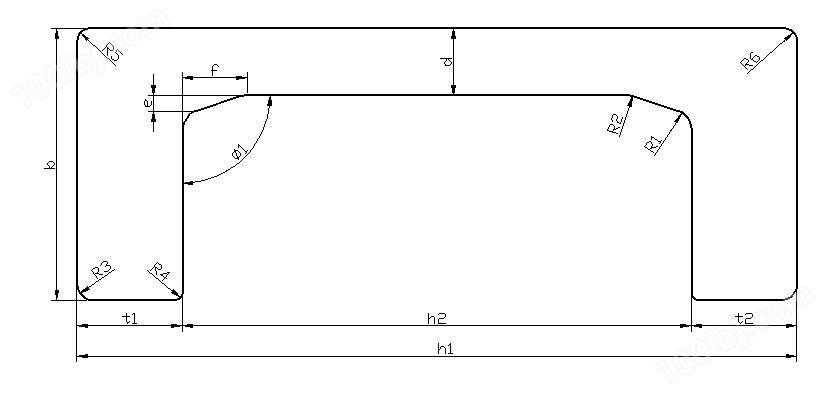
h1——腹板高度;h2——内宽;h3——筋板距翼板距离;b1~b3——翼板宽度;d——腹板厚度;
t1~t3——翼板厚度;R1 ~R9——圆角半径; e——凸台高度;f——凸台宽度;Φ1、Φ2——角度
图1
3.1.2 型钢的外形尺寸、截面面积、理论重量、截面特性参数及尺寸偏差应符合表1和表2的规定。
表1
| 规格 | 尺寸, mm | 截面面积 cm2 | 理论重量 kg/m | ||||||||||||||||||||||
| hl | h2 | h3 | b1 | b2 | b3 | d | t1 | t2 | t3 | Φ1 | Φ2 | R1 | R2 | R3 | R4 | R5 | R6 | R7 | R8 | R9 | e | f | 45.72 | 35.9 | |
| J160b | 161 | 120 | 20 | 54 | 92 | 38 | 15 | 20.5 | 20.5 | 18 | 90° | 90° | 3 | 3 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 3 | 15 | ||
| 注:表中未标注精度要求的圆弧半径数据用于孔型设计,不作交货条件。 | |||||||||||||||||||||||||
表2
| 规格 | 允许偏差,mm | ||||||||
| h2 | b1 | b3 | d | t1~t3 | R1 | R5 | R9 | 翼板内侧斜度 | |
| J160b | ±0.6 | ±1.5 | ±1.0 | -0.5~+1.1 | ±0.8 | ±1.0 | ±2.0 | ±1.5 | 0~+0.5° |
| 注:1翼板宽度、翼板厚度尺寸及公差应尽量保持一致,同一支型钢单边翼板宽(b1)相差尽量不超过1mm。 2外形尺寸偏差应尽量避免极限偏差。 | |||||||||
莱钢联合河南钢达贸易有限公司运用新发明的工艺技术成功试轧了16#J型门架槽钢。运用此项技术,解决了J型门架槽钢在轧制中出现的精度不稳定、尺寸超差、形状不符合技术要求等诸多难题,实现了该规格产品稳定轧制。这标志着莱钢具备批量承接该规格订单的能力。
J型门架槽钢主要用于叉车零部件制作。一直以来,国内各叉车制造厂使用的J型门架槽钢都是焊接制作。去年,莱钢抓住这一市场需求需要,经过充分技术研讨进行了成功轧制,。
由于技术要求高、轧制难度大,该产品自成功轧制以来,工艺技术控制水平一直不稳定。突出表现为产品尺寸波动大,同一批次产品尺寸误差大,不能同时使用。因此,产品一直不能具备批量生产和供应能力。对此,该厂联合技术中心、合力叉车制造厂技术人员等,不断致力于新工艺、新技术研究,先后经过7次试验和轧制,最终取得了成功。