
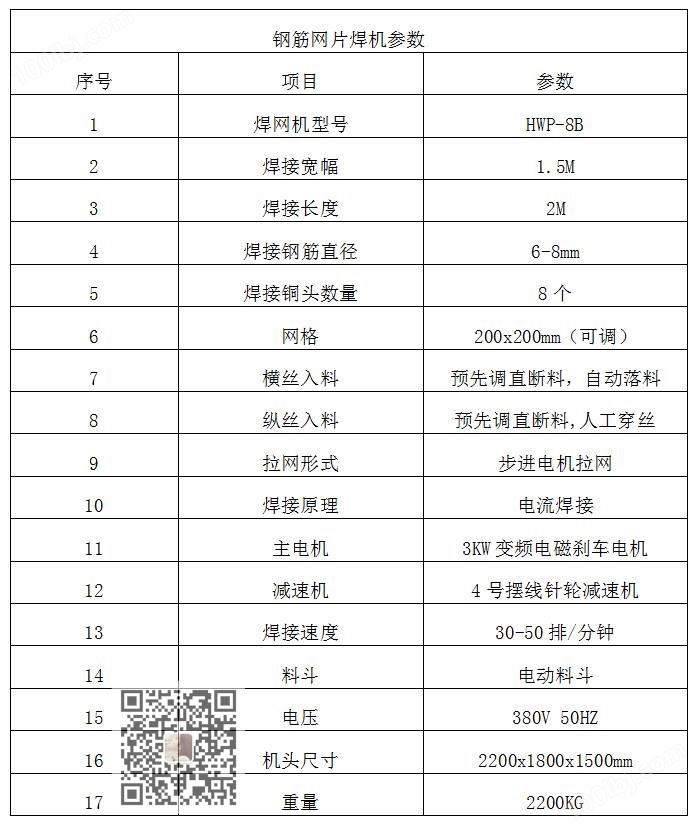
钢筋网片排焊机HWP-8B

产品简介
详细信息
一.适用范围:
钢筋网片焊机(网片排焊机)主要用于煤矿支护网、护栏网、高层建筑钢桥梁网、公路用钢筋网、建筑用钢筋网、楼层浇注顶用网等多种产品的焊接生产制造。该网片排焊机采用同步控制技术,焊接时间与分控焊接时间均由PLC数字编程系统组成,使操作更加智能化,每一台焊接变压器的焊接电精密机械更有质量保证。
二.设备说明
1.横丝和竖丝需要预先调直切断;(调直机价格另算)
2.主体机架采用较厚钢板与型钢焊接而成,使主体结构更为牢固、紧凑;
3.焊网机电动机动力,采用同步控制技术,分控焊接与焊接时间均由数字编程系统控制,高度集成,故障率低。
4.数控程序自主研发。
三.配套产品推荐

四.安装调试步骤
1.到达安装现场首先观察询问主变压器大小,到车间的距离、电线的直径、漏电保护器的大小,钢筋表面的处理情况,有无拔丝粉或油污,如果不合适让其更换达到焊网机要求,使其可正常工作。
2.如果电缆线和钢筋符合要求,开始组装机器,在其间给客户开出需要用到的工具和原料,让其购买。
3.如果客户的电缆线和钢筋未达到要求,又不更换的情况下必须提前告诉客户可以调试,但达不到焊接要求,与厂家无关,以后让其自己更换。
注:漏电保护器最小250A,如无漏电保护器拒绝安装。机器必须接地使用!!!
丝径范围在5mm~8mm内
| 主变压器到焊网机距离 | 电源线要求(塑铝线) |
| 50米以内 | 120平方毫米 |
| 50~100米 | 150平方毫米 |
| 100~200米 | 185平方毫米 |
丝径范围在2mm~4mm内
| 主变压器到焊网机距离 | 电源线要求(塑铝线) |
| 50米以内 | 90平方毫米 |
| 50~100米 | 120平方毫米 |
| 100~200米 | 150平方毫米 |
4.焊网机放置到位,打开包装检查机器是否有损坏的地方。
5.将拉网齿条轨道和主机体连接,安装轨道支架和网片托杆。(注意:主机体要检查是否水平,拉网轨道是否水平。)
6.调节两根齿条轨道,使之垂直于主机体下梁上的绝缘条(也就是用于固定下焊头黄铜座的20mm*20mm绝缘方条)。测量方法如下:
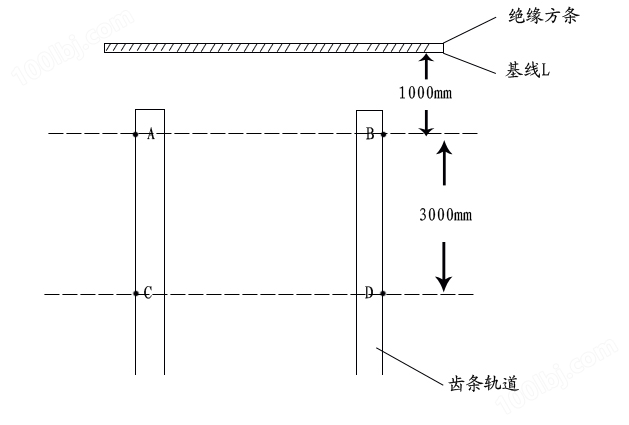
先以绝缘方条一侧为基线L,沿两根齿条轨道分别测量确定点A,B A和B距L为1米(1000mm)。沿齿条轨道分别测量出C和D,C和A,D距B均为3000mm。然后测量AD,BC,调整两根齿条轨道。当AD=BC时,说明齿条轨道方正,并且垂直于绝缘方条。
7.调节好两根齿条轨道,使之与绝缘方条垂直,并且两轨道间距和拉网平台轴距配合(间距稍大于轴距3mm~5mm)。然后将拉网平台放置在齿条轨道之上。调节拉网平台,使动力轴两端的中心点分别和C,D两点对齐,此时拉网平台在齿条轨道上的位置放置方正。
8.安装调整下焊头(如果上下焊头压合,人工转动机器使上下焊头分离)。按用户图纸要求安装下焊头位置及数量。以靠近工人控制侧为个焊头,个焊头安装位置要考虑到拍子(即是否在拍子可调的范围之内)。同时注意纬丝在放纬丝装置中的位置是否合适,然后使图纸规格安装其余下焊头。
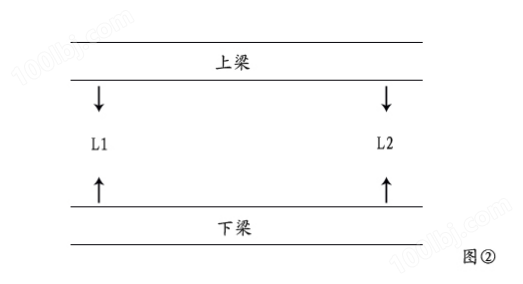
9.下焊头安装完成后,安装上焊头。首先,将上梁水平位置调节正确。上梁两端距下梁距离相等。即L1=L2。
然后人工转动机器,使上下焊头相距很近,但不接触。上下焊头间距3mm~5mm。使上焊头中心垂直对准下焊头中心(多余的上下焊头可摘掉备用)。
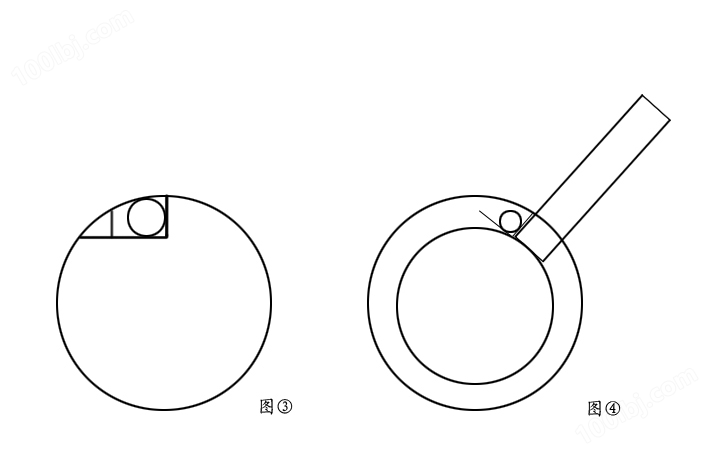
10. 调节放纬丝装置 ,首先调节拨丝轮,将拨丝轮凹槽调节大小正好放入一根纬丝,然后将凹槽拨丝侧对齐下钢条(在此之前观察主轴放纬凸轮凸起部分已转过放纬位置)。调节上下钢条使之稍大于一根纬丝间距。调节上钢条使其尖部位置合适。即拨丝轮旋转拨丝时可顺利将一根纬丝放下,同时档住其他纬丝。
11.安装磁铁架,先安装两端的两个磁铁架,然后拉上一条细线,中间的磁铁架以此线为标准安装。这样确保所有磁铁架在一条直线上。纬丝放在下焊头上,被磁铁吸引定位,纬丝必须位于下焊头中线上。
12.组装径丝平台,按照图纸径丝间距制作模具(即木条按图纸开槽),然后将木条卡入定位槽钢中,并使木条上的凹槽对正下焊头穿径丝喇叭口。(注意:木条必须和磁铁架所确定的直线平行)
13.按照电路图接好机器的电气线路(如有水循环冷却系统必须测试是否漏水,及水循环是否通畅)。机器必须有接地保护,必须配用300A~400A漏电保护器,并且配有熔断式开关。
14.电路接好后必须再仔细检查一遍,确保正确后方可供电试运行。试运行时,将焊网拉网控制开关板至关的位置,使机器空载运行。试运行时将机器转向调节正确。
15.将上焊头位置调节为平行于下焊头一条直线上。调节方法如下:机器转动,上下焊头接触并产生一定压力时按下停止钮使机器停转并刹车,此时调节各上焊头的长螺丝杆顶端螺母,使全部螺母距铁条的距离一致。这样上焊头在一条直线上,并且平行于下焊头。
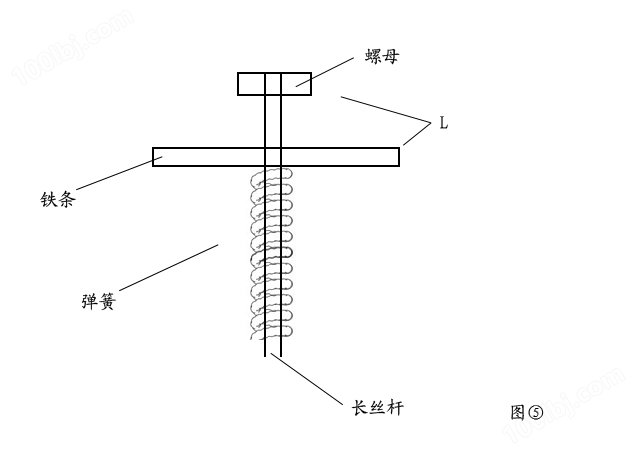
16.调节上焊头压力,压力指上梁向下运动至点时,上焊头压住径纬铁丝弹簧压缩的距离,如图⑤L,即上焊头套在弹簧的长丝杆顶端螺母离开铁条的距离,铁丝Φ3mm~Φ4mm时L15mm,铁丝Φ5mm时L20mm,铁丝Φ6mm时L25mm,压力太小容易产生虚焊漏焊,压力太大网面容易不平整。对于表面较脏的铁丝,应适当加大压力。
17.调节放纬丝和拍齐纬丝的时间关系。调节机器转速,使之缓慢转动,当上焊头向上运动,纬丝下落过程中不碰撞上焊头,此时放纬时间点正确。纬丝放下后,间距一小段时间,拍齐纬丝的拍子将纬丝推到准确的焊接位置,然后拍子退回(注意:拍子退回时间不能太晚,否则会被上下焊头压住)。总结一下:放纬丝时尽量早,但必须保证纬丝不撞在上焊头上。间隔一小段时间然后拍齐纬丝,这个间隔尽量长,但必须保证拍子不被上下焊头压住。
以上是齐边网片,当然带毛边网片不必考虑拍子被上下焊头压住的情况。
调节主轴上的两个凸轮既可调节放纬丝和拍齐纬丝的时间关系。
18.安装拉网钩子,将拉网平台停放至起始位置,在磁铁架上放置一根纬丝,然后以此纬丝为标准安放拉网钩子,通常定钩用三个,分布网片的两端及中间,活钩用一至二个,分布在中间定钩的附近或网片两端的定钩附近。
19.调节焊网传感器和拉网传感器的位置,机器缓慢转动,上梁向下运动时,当上下焊头压住径纬铁丝并且产生一定压力,此时为触发焊网传感器的时间点。上梁向上运动时,上下焊头分离,上焊头已离开网片约10mm,此时为触发拉网传感器的时间点。根据这两个时间点确定焊网和拉网传感器位置。
20.以上调整全部完成后,对机器进行一次检查,检查螺丝是否紧固,机器上不要乱放工具杂物等。一切正常,可以放入径纬铁丝试焊接。
21.根据铁丝调节焊接时间及焊接电流,在焊点牢固程度允许的情况下,尽量使焊接时间短些,焊接电流尽量大些。根据用户图纸调节网孔大小及网格数量,这样机器可以试焊接网片了。
钢筋网片焊机优势
1. 网片焊机采用数控显示屏控制,精准度高
2. 网片焊机焊接时间与分控焊接时间均由PLC数字编程系统组成,使操作更加智能化。
3. 网片焊机拉网系统由伺服电机控制提高了网孔尺寸的精确度,保证了纵丝与纬丝之间距离的可调性。
4. 网片焊机所需的经线和纬线长度均采用自动调直切断机预剪,精准度高。
5. 隧道网片焊机焊接牢固、平整。
6. 隧道网片焊机可焊接网格品种多样化,根据所需可调整网格。