
凸轮轴双机位数控淬火机床

产品简介
详细信息

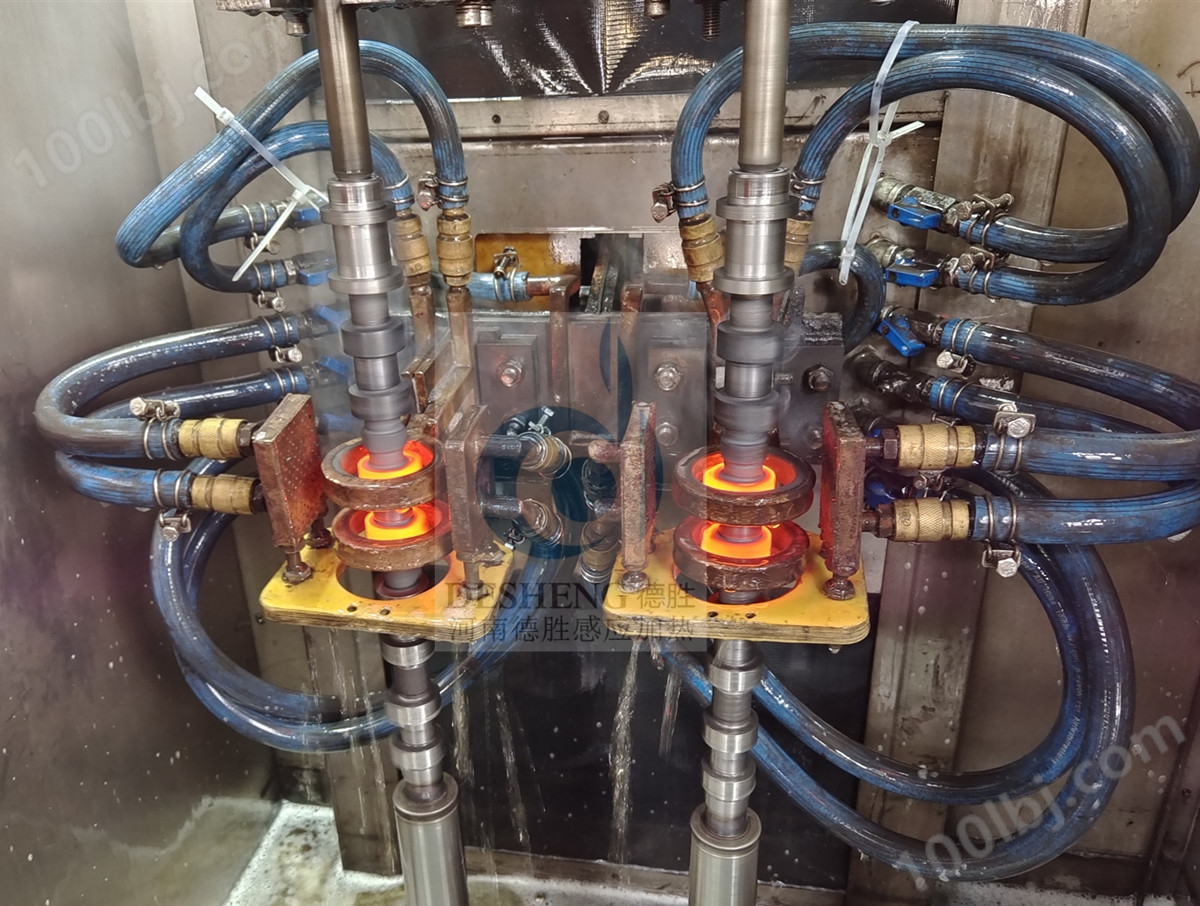
凸轮轴双工位立式全封闭数控淬火机床

河南德胜定制双工位全封闭淬火机床
德胜DSSK-800S型淬火机床主要用于细长轴类零件的表面热处理,立式床身结构,采取工件移动淬火方式。采用数控系统,能精确地对零件表面进行整体或分段淬火。机床与感应加热电源配套,能进行Φ10mm~Φ150mm,长度800mm尺寸以下和各种轴类工件表面感应热处理。采用喷淬冷却方式,具有手动、自动功能,操作方便,维护简单。
本设备采用全封闭结构,配置活动拉门,玻璃观察门;采用感应器扫描方式,具有连续扫描淬火、同时淬火、分段扫描淬火等功能;感应器X/Y轴方向可手动调节;上拖板采用电动调节,用来改变零件的夹持长度。下旋转采用变频器实现无极调速。另外,上的控制是独立的,分别配备了脚踏开关和旋纽开关。
本设备采用全封闭结构,配置活动拉门,玻璃观察门;采用感应器扫描方式,具有连续扫描淬火、同时淬火、分段扫描淬火等功能;感应器X/Y轴方向可手动调节;上拖板采用电动调节,用来改变零件的夹持长度。下旋转采用变频器实现无极调速。另外,上的控制是独立的,分别配备了脚踏开关和旋纽开关。
机床淬火介质箱设计专门清渣装置,方便定期捞渣,淬火介质箱与设备冷却水箱分开,防止窜水。
变压器托板前后座椅移动采用防锈线轨加丝杆结构,采用异步减速电机驱动。可通过控制面板手动调节感应器中心位置
变压器托板前后座椅移动采用防锈线轨加丝杆结构,采用异步减速电机驱动。可通过控制面板手动调节感应器中心位置
一、德胜DSSK-800S型淬火机床结构和组成
该机床主机由床身、精密工作台、工作台移动及传动系统、工件旋转机构,配重平衡,罩框、电气数控部分等组成。
1、床身部分:机床采用焊接床身结构,整体进行去应力退火。主要外露件表面经特殊处理,具有良好的防锈抗蚀性能。床身下方为集液槽,用于收集淬火液。集液槽材质为铁,外表面喷涂不锈漆处理。床身后方为变压器移动平台,用于固定淬火变压器并带动其前后左右移动调整位置,其中变压器左右可调节±50mm,前后可调节±50mm。工件夹持气动,可拆卸设计。主滑板固定于床身侧后方,采用线轨加滚珠丝杆结构,步进电机驱动。床身箱体内部设置配重平衡系统,用于减轻电机丝杆负载,增大寿命,提高稳定性。机床水箱配置有回水泵,底部配置有防漏液收集槽。
2、工作台系统:采用步进电机驱动滚珠丝杠实现上工作台的升降运动, 移动速度无级可调,传动轻快,导向精度高,定位准确。
3、工件旋转系统:由变频器控制减速电机驱动工件旋转,旋转速度可调。
4、罩框:罩框用冷板喷塑制成。制作精良,外观美观,色泽大方。水箱上部设有推拉门及透明观察窗,既可防止冷却水外溅,又便于装卸零件及监控淬火过程。
5、电气控制部分:电气控制部分由数控系统、中间继电器等组成,可存储上千种工件的淬火工艺,通过数控键盘可对各种程序进行编程存储。机床设置有失电保护、越位保护等功能,具有较高的安全可靠性。
6、上调整机构:上调整采用电动调整,可实现不同长度工件的装夹,上具有浮动功能,可减少零件变形。
7、下旋转采用交流变频无级调速,可调速度范围宽,转向可变,具有高的响应速度,旋转驱动良好。
1、床身部分:机床采用焊接床身结构,整体进行去应力退火。主要外露件表面经特殊处理,具有良好的防锈抗蚀性能。床身下方为集液槽,用于收集淬火液。集液槽材质为铁,外表面喷涂不锈漆处理。床身后方为变压器移动平台,用于固定淬火变压器并带动其前后左右移动调整位置,其中变压器左右可调节±50mm,前后可调节±50mm。工件夹持气动,可拆卸设计。主滑板固定于床身侧后方,采用线轨加滚珠丝杆结构,步进电机驱动。床身箱体内部设置配重平衡系统,用于减轻电机丝杆负载,增大寿命,提高稳定性。机床水箱配置有回水泵,底部配置有防漏液收集槽。
2、工作台系统:采用步进电机驱动滚珠丝杠实现上工作台的升降运动, 移动速度无级可调,传动轻快,导向精度高,定位准确。
3、工件旋转系统:由变频器控制减速电机驱动工件旋转,旋转速度可调。
4、罩框:罩框用冷板喷塑制成。制作精良,外观美观,色泽大方。水箱上部设有推拉门及透明观察窗,既可防止冷却水外溅,又便于装卸零件及监控淬火过程。
5、电气控制部分:电气控制部分由数控系统、中间继电器等组成,可存储上千种工件的淬火工艺,通过数控键盘可对各种程序进行编程存储。机床设置有失电保护、越位保护等功能,具有较高的安全可靠性。
6、上调整机构:上调整采用电动调整,可实现不同长度工件的装夹,上具有浮动功能,可减少零件变形。
7、下旋转采用交流变频无级调速,可调速度范围宽,转向可变,具有高的响应速度,旋转驱动良好。
注:该机床设备属于非标定制机型,根据加热工件不同和用户的需求不同,配置不尽相同,加热工艺应具体问题具体分析,免费为您提供加热解决方案。

二、设备主要参数:
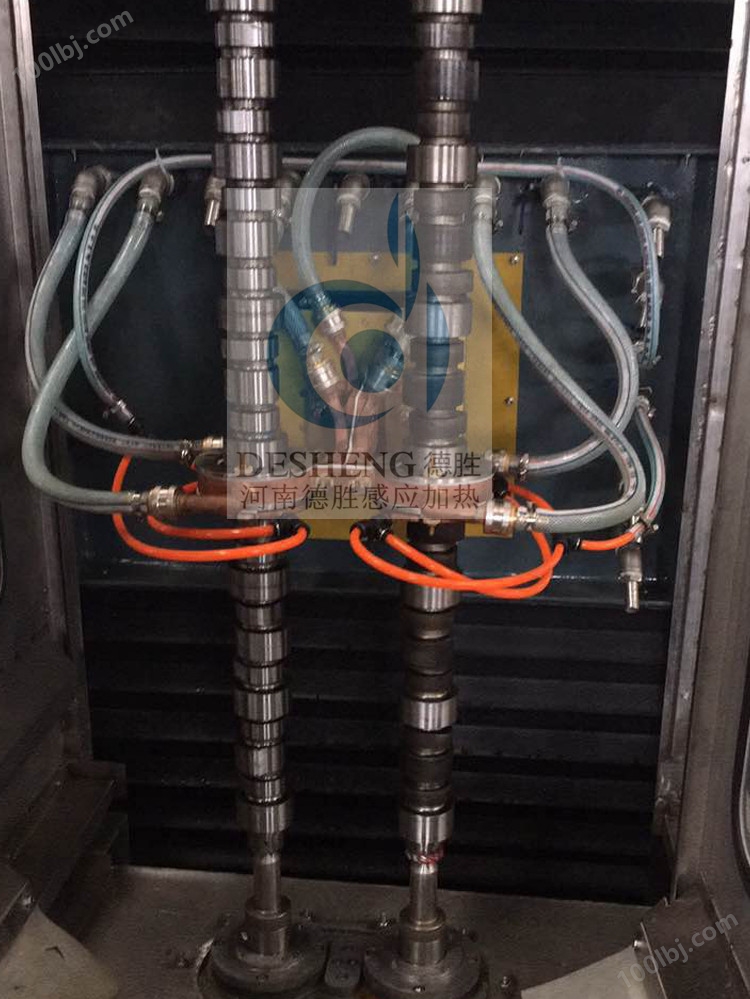
凸轮轴双工位双工件淬火机床



| 序号 | 名称 | 参数 |
| 1 | 最小加热直径 | 10mm |
| 2 | 最小工件长度 | 80mm |
| 3 | 加热直径 | 150mm |
| 4 | 工件长度 | 800mm |
| 5 | 零件旋转速度 | 20-300r/min |
| 6 | 工件淬火速度 | 0-80mm/s |
三、数控淬火机床优势:
1、采用数控系统实现自动控制,可存储多种零件工艺程序。
2、机床具有手动操作及全自动操作功能,适用于单件及批量零件生产,广泛应用于汽车、工程机械、机床等行业的感应热处理领域。
3、结构合理、功能齐全、安装调试方便。
4、机床具有连续淬火、同时淬火、分段连续淬火、分段同时淬火、等功能,主要用于各种轴类工件表面淬火,齿轮类、环类及平面类零件的感应淬火。
5、采用手动和自动活动拉门并设置有玻璃观察窗。
5、采用手动和自动活动拉门并设置有玻璃观察窗。
凸轮轴双工位双工件淬火机床
凸轮轴双工位淬火设备现场