
高频焊翅片管
产品简介
详细信息
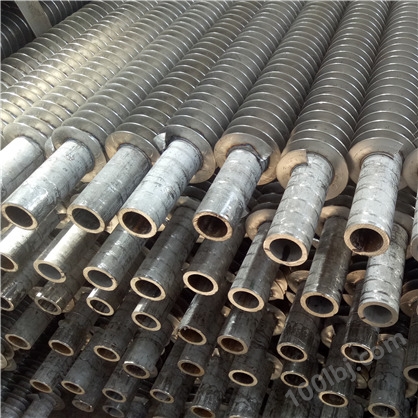
高频焊螺旋翅片管是目前应用广泛的螺旋翅片管之一,现广泛应用于电力、冶金、水泥行业的预热回收以及石油化工等行业,高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管表面加热,直至塑性状态或融化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为。
翅片是否越多越好?或越高越好?
答案是否定的。并不是越多越好,也不是越高越好。原因如下:
1、当翅片的传热面积增加一倍时,其换热系数并不能增加一倍,而是要打一个折扣,一般为(0.9-0.7),而且翅片越高,此折扣值越大,甚至降到(0.5)以下。这说明,翅片越高,翅片效率就越低,增加翅片的经济性就下降了。
2、如果翅片太高太密,容易产生积灰问题,而且清灰困难。
3、翅片太高太密,会增加工艺难度,提高加工成本。对1米长的管子而言,设增加翅片以后的总传热面积为A,未增加翅片时的光管面积为A0,则A/A0即为面积扩大的倍数,称为“翅化比”。选用多大的翅化比合适,要由应用条件和优化设计确定。 一般,工程上应用的翅片管,其翅化比在5—12之间;而在空调、空冷行业,其翅化比在15—22之间。
腾豪高频焊翅片管的制造标准及用途
腾豪高频焊翅片管符合JB/T6512翅片管《锅炉用高频电阻焊螺旋翅片管制造技术条件》;ZB/G93010-89《高频电阻焊螺旋翅片管》要求。康宝高频焊翅片管已大量应用于锅炉省煤器、沥青库翅片管、翅片管余热回收设备。
翅片管主要制作指标
基管:管径:φ25-φ219mm
管壁厚:2-16mm
可焊钢管长度:0.5-25m
翅片:翅片厚度:0.8-2.5mm
翅片高度:6-30mm
翅片间距:4-90mm
开齿齿宽:2-8可调
成品:材质:各种规格的碳钢、不锈钢、ND钢、合金钢
焊接电源功率:100-400KW
主轴转速:300rpm
螺旋旋向:左旋、右旋