
美国GE超声波探伤仪对轴承滚子探伤工艺
时间:2022-04-12 阅读:593

2018年12月底接到国内一家轴承滚子需要对工件进行探伤,要求不得发现大于Φ0.5mm直径缺陷,联系无损检测模具厂家,根据情况做出如下图纸方案:
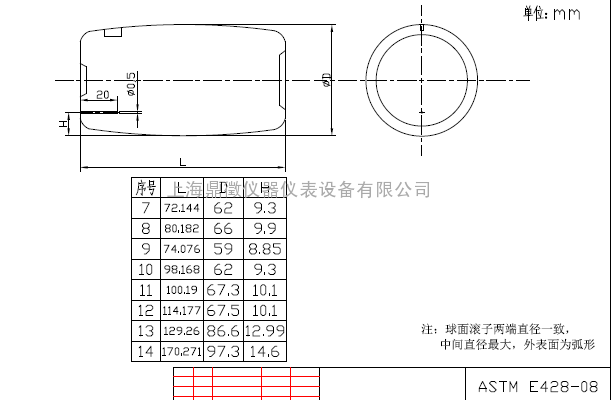
根据被测工件高度80mm,缺陷孔深度20mm,缺陷直径Φ0.5mm,客户要求经济实用型探伤设备,所以我们*美国GE公司 USM88便携式,此仪器性能*,价格适中,探头采用10MHZ,接触直径9.5mm,具有良好的高精度分辨率。
首先对探伤设备进行校准
USM88专门为中国人设计,操作更简便,一键式校准方便快捷:
第one步,根据样品高度80mm,设置第one回波80mm,第二回波160mm,探头放在被测工件上,闸门锁定第one回波,按确认键记录第one回波

第二步,闸门移到第二回拨,按确认键,记录第二回拨,并确认。
此时仪器校准完毕,自动得出材料声速5807米/秒,探头延迟0.433微秒。

下面开始探伤
探头接触在被测工件表面,有规律的逐步移动,覆盖整个测量面,在始波和底波之间如果出现缺陷波,即为缺陷位置。

根据探伤情况,在一处发现一个缺陷波,深度60mm(按照工件高度80mm,缺陷深度20mm)正是此Φ0.5mm缺陷孔。
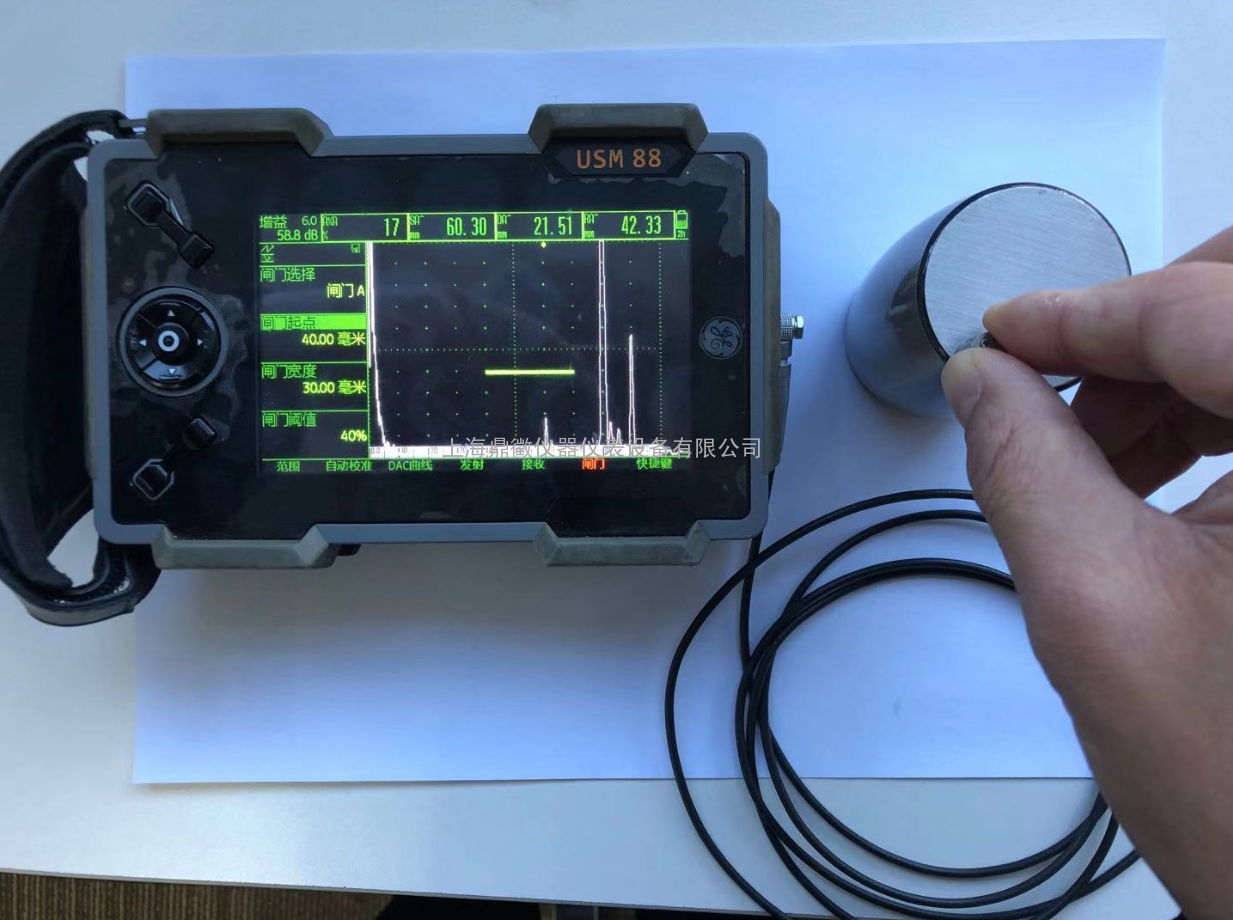
结论,美国GE公司USM88对轴承滚子0.5mm缺陷波清晰明显且没有杂波,探伤效果比较理想。