品牌
其他厂商性质
所在地
日本三丰Mitutoyo标准CNC三坐标测量机CRYSTA-Apex S
名称: 三丰Mitutoyo标准CNC三坐标测量机CRYSTA-Apex S系列
型号: CRYSTA-Apex S
Mitutoyo CNC 三坐标测量机 CRYSTA-Apex
MICROCORD CRYSTA-Apex S500/700/900 系列
--
--
--
--
--
--
--
产品特点
◇初项1.7μm的威力
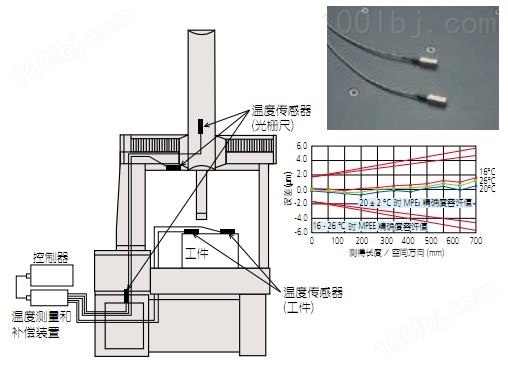
| Crysta-Apex S 系列容许指示误差 MPEE=(1.7+3L/1000)μm,为高精度 CNC三坐标测量机【 500/700/900系列】。 将MPEE=(2.5+4L/1000)μm 级别的三坐标测量机与Crysta-Apex S 系列进 行比较。假定保证的精度(图纸公差) 在±0.02mm,测量机假设的精度在 1/5 以下(1/10 以下理想),也就是4μm,这就意味着尺寸公差 1/5 的精度保证下,测量长度超过375mm,精度便不可靠了。相反,如右图所示,CRYSTA-Apex S 系列在尺寸公差1/5 的精度保证下,测量长度达到766mm。高精度Crysta-Apex S 系列从保证相同精度的能力来看,存在2 倍以上的差。 | 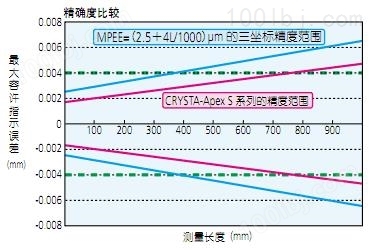 |
◇温度补偿系统
| 可将温度补偿功能系统(选件) 安装在CRYSTA-Apex S 三坐标测 量机上。这就保证了在16-26oC 温度条件下三坐标测量机主机 的精度。 这个系统,使用安装在光栅尺上的温度传感器和工件上的温度传感器,监测光栅尺温度和工件温度,在输出测量结果到控制器之前,同时考虑工件材料膨胀系数以及CMM 的特点,修正到它在20oC 时的测量值。用于CRYSTA-Apex S 的光栅尺/ 工件组合温度补偿方案的结果,明显优于只有光栅尺温度补偿的系统。 |
|
◇高速,高加速度驱动
| Crysta-Apex S 系列的驱动速度为519mm/s,驱动加速度为2,309mm/s2【500/700/900 系列】。与普通的CNC 三坐标测量机(驱动速度430mm/s,驱动加速度1,667mm/s2) 进行比较,开始移动1秒后,移动距离产生约100mm 的差。与一般的CNC 三坐标测量机(测量速度5mm/s) 相比较,Crysta-Apex S 系列的测量速度(与测量物的接触速度) 设定为8mm/s,能够实现极度高速的测量,再与Crysta-Apex S 系列的驱动速度? 驱动加速度相配合,总测量时间能够大幅度缩短。测 量个体增加越多,该差也越大,说明了测量成本的差异。 |  |
◇高刚性设计
| Crysta-Apex S 系列与以前机型一样,为了提高机身的刚性而采取了各种各样的独立结构。附属于花岗岩平台一边的Y 轴导轨,经年累月几乎没有变化,将维持精度长期稳定。位于底面,安装在X 轴滑动部前、后、上部表面的空气轴承,即使在高速及高加速运动时也可以使振动减到最小,从而确保稳定的直线运动。 | 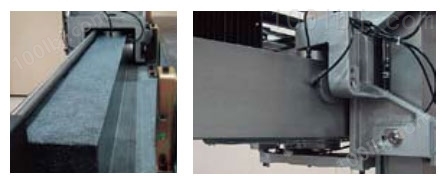 |
产品规格
标准CNC 三坐标测量机
MICROCORD CRYSTA-Apex S500/700/900 系列
| 型号 | CRYSTA-Apex S 544 | CRYSTA-Apex S 574 | CRYSTA-Apex S 776 | CRYSTA-Apex S 7106 | CRYSTA-Apex S 9106 (Z600) /9108 (Z800 | CRYSTA-Apex S 9166 (Z600) /9168 (Z800) | CRYSTA-Apex S 9206 (Z600) /9208 (Z800 | |
| 测量范围 | x轴 | 500mm | 700mm | 900mm | ||||
| y轴 | 400mm | 700mm | 700mm | 1000mm | 1000mm | 1600mm | 2000mm | |
| z轴 | 400mm | 600mm | 600mm/800mm | |||||
| 测量速度 | 8mm/s | 8mm/s | 8mm/s (3mm/s 型为Z800) | |||||
| 驱动速度 | 各轴8-300mm/s (CNC模式),合成加速度519mm/s 0-80mm/s (J / S模式:高速) 0-3mm/s (J / S模式:低速) 0.05mm/s (J / S模式:精细速度 | 各轴8-300mm/s (CNC模式),合成加速度519mm/s 0-80mm/s (J / S模式:高速) 0-3mm/s (J / S模式:低速) 0.05mm/s (J / S模式:精细速度) | 各轴8-300mm/s (CNC模式),合成加速度519mm/s 0-80mm/s (J / S模式:高速) 0-3mm/s (J / S模式:低速) 0.05mm/s (J / S模式:精细速度) | |||||
| 加速度 | 各轴 1333mm/s2,合成加速度 2309mm/s2 | 各轴 1333mm/s2,合成加速度 2309mm/s2 | 各轴 1333mm/s2 (Z800型为1000mm/s2),合成加速度 2309mm/s2 (Z800型为1732mm/s2) | |||||
| 分辨力 | 0.0001mm (0.1μm) | 0.0001mm (0.1μm) | 0.0001mm (0.1μm) | |||||
| 导向系统 | 各轴均采用气浮轴承 | |||||||
| 测量高度 | 545mm | 800mm | 800mm (Z=600mm)/1000mm (Z=800mm) | |||||
| 负载 | 180kg | 800kg | 1000kg | 1200kg | 1500kg | 1800kg | ||
| 重量(包括控制装置和安装工台) | 515kg | 625kg | 1675kg | 1951kg | 2231kg (Z=600mm) | 2868kg (Z=600mm) | 3912kg (Z=600mm) | |
| 2261kg (Z=800mm) | 2898kg (Z=800mm) | 3942kg (Z=800mm | ||||||
| 空气供给 | 气压 | 0.4MPa | ||||||
| 消耗量 | 50L/min 正常情况下 (空气源: 100L/min) | 60L/min 正常情况下 (空气源: 120L/min) | 60L/min 正常情况下 (空气源: 120L/min) | |||||
MICROCORD CRYSTA-Apex S1200 系列
MICROCORD Crysta-Apex C1600/C2000 系列
| 型号 | CRYSTA-Apex S 121210 | CRYSTA-Apex S 122010 | CRYSTA-Apex S 123010 | Crysta-Apex C 163012(Z1200)/ 163016(Z1600) | Crysta-Apex C 164012(Z1200)/ 164016(Z1600) | Crysta-Apex C 165012(Z1200)/ 165016(Z1600) | Crysta-Apex C 203016 | Crysta-Apex C 204016 | |
| 测量范围 | x轴 | 1200mm | 1600mm | 2000mm | |||||
| y轴 | 1200mm | 2000mm | 3000mm | 3000mm | 4000mm | 5000mm | 3000mm | 4000mm | |
| z轴 | 1000mm | 1200mm/1600mm | 1600mm | ||||||
| 测量速度 | 5mm/s | 3mm/s | 3mm/s | ||||||
| 驱动速度 | 各轴8-300mm/s (CNC模式),合成加速度519mm/s 0-80mm/s (J / S模式:高速) 0-3mm/s (J / S模式:低速) 0.05mm/s (J / S模式:精细速度 | 各轴8-300mm/s (CNC模式),合成加速度519mm/s 0-80mm/s (J / S模式:高速) 0-3mm/s (J / S模式:低速) 0.05mm/s (J / S模式:精细速度) | 各轴8-300mm/s (CNC模式),合成加速度519mm/s 0-80mm/s (J / S模式:高速) 0-3mm/s (J / S模式:低速) 0.05mm/s (J / S模式:精细速度) | ||||||
| 加速度 | 各轴 1000mm/s2, 合成加速度 1732mm/s2 2309mm/s2 (Z800型为1732mm/s2) | 各轴 980mm/s2, 合成加速度 1697mm/s2 | 各轴 980mm/s2, 合成加速度 1697mm/s2 | ||||||
| 分辨力 | 0.0001mm (0.1μm) | 0.0001mm (0.1μm) | 0.0001mm (0.1μm) | ||||||
| 导向系统 | 各轴均采用气浮轴承 | ||||||||
| 测量高度 | 1200mm | 1400mm (Z=1200mm)/1800mm (Z=1600mm) | 1800mm | ||||||
| 负载 | 2000kg | 2500kg | 3000kg | 3500kg | 4500kg | 5000kg | 4000kg | 5000kg | |
| 重量(包括控制装置和安装工台) | 4050kg | 6150kg | 9110kg | 10600kg (Z=1200mm) | 14800kg (Z=1200mm) | 19500kg (Z=1200mm) | 14100kg | 19400kg | |
| 10650kg? (Z=1600mm) | 14850kg (Z=1600mm) | 19550kg (Z=1200mm) | |||||||
| 空气供给 | 气压 | 0.4MPa | |||||||
| 消耗量 | 100L/min 正常情况下 (空气源: 150L/min) | 150L/min 正常情况下 (空气源: 200L/min) | 150L/min 正常情况下 (空气源: 200L/min) | ||||||
产品选件
 |
|
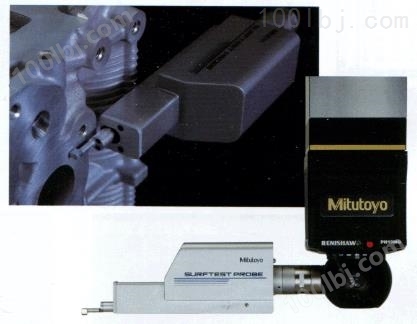
| SP25M (小形、高精度扫描测头) 外径25mm 的小形高精度多功能扫描测头。不限于扫描测量,还能进行高精度的点测量、向心点测量(附加选择功能) 的多功能扫描测头。安装在能自动调整角度的测头PH10MQ/10M上,能够完成高自由度的测量。 | |
| |
| QVP (视像测头) 从CCD 相机放大的工件的图像数据中,能自动检测边缘的测头。对于不能用接触式测头测量的细微加工品,以及不能施加测力的柔软物体,能够发挥出威力。同时也可以通过自动对焦测量高度。 |
 | MPP-310Q (扫描测头) |  | UMAP-CMM 该测头能够使用0.1mm, 0.3mm 的超小直径测针。安装在PH10MQ 上,能够从多个方向进行微组装产品的形状/ 尺寸测量。 |
|
|
MPP-10 (测量螺纹有效深度的测头) | SURFTEST PROBE(粗糙度测头) 可以装配在CNC三座标测量机的粗糙度侧头。由于引进自动探头交换系统,接触式测头和扫描测头(SPM25M)可以自由交换,能够进行尺寸、形状、粗糙度的复合自动测量。还有配有专用软件和多种选件检测器,满足各种测量的需要。 |
产品选件组
|
|
CAT1000S (自由曲面测评程序) | CAT1000P (脱机教学程序) |
 |
|
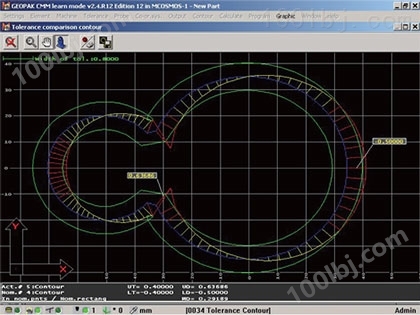
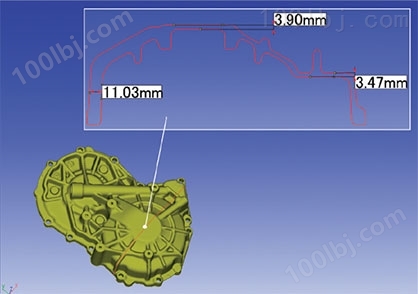
| MSURF(非接触激光测量评价程序) MSURF-S 是使用SurfaceMeasure(非接触激光测头) 来获取测量点云数据, 而MSURF-I 是用这些数据与原始数据模型比较,进而进行尺寸测量。此外,MSURF-G 是供脱机教学使用允许用户创建一个测量宏,即使没有实际的工件,提高测量机的正常运行时间。 | SCANPAK (测量轮廓形状程序) 扫描和评价工件轮廓的软件(2D)。通过设定测量数据、设计数据轮廓度的评价、以及测量数据的任意范围,能够进行各种各样的要素计算和要素间计算。支持扫描测头、激光测头等特殊数据的收集。 |
 |
|
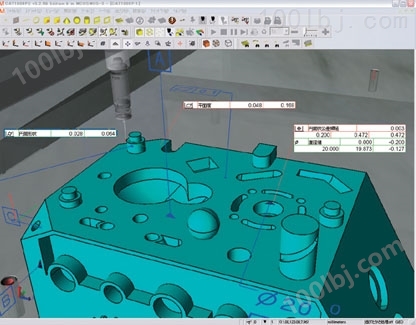
| GEOPAK (功能强大的通用测量程序) MCOSMOS 软件系统的核心是几何形状要素测量? 分析用软件。其主要功能包括更容易观察测量程序和结果如实时图形显示的测量结果和功能,从结果图形直接调用元素。 | MeasurLink STATMeasure Plus (统计处理工序管理程序) 根据测量结果进行各种各样的统计演算处理。此外,通过实时显示管理图,能早期发现将有可能发生的不良现象(刃具的摩耗和破损等)。据此,可以实施有效的对策(变更切入量和加工条件等)。最后,本程序作为终端处理器,通过与上一级网络环境连接可以构建系统集中管理系统。 |
 |  |
| MAFIS (叶片评价程序) 这个软件用来评价航空发动机等的叶片截面轮廓。 | GEARPAK-Cylindrical(齿轮测量和分析模块) CMM 控制技术的进步实现了对齿轮的测量,“GEARPAK”模块因此使复杂测量更方便。 |
|
|
|
VISIONPAK (画像测量程序) | GEARPAK (齿轮评价程序) | SurfaceMeasure 606 (非接触线性激光测头) CNC 坐标测量机使用的轻量、高性能、非接触线性测头。通过根据环境或材料自动设置适当的激光强度和相机灵敏度来实现无粉末测量,提供更简单更舒适的激光扫描环境。 |
--
--
--
--
--
--
--