
扭簧强化步骤有哪些?
时间:2024-01-19 阅读:594
各圈或是紧密围绕或是分开围绕,能适任扭转负荷(与弹簧轴线成直角)。弹簧之末端可绕成钩状或直扭转臂。扭簧材质的是不锈钢和琴用钢丝,还使用拥有的耐高温,抗疲劳度高的特殊合金制造。材质 不锈钢302 型 、琴用钢丝(乐器金属弦线)、铬硅钢、硬拉钢、Inconel、油回火钢丝、Monel 、铬钒钢、铍铜、铬硅钢、Elgiloy 、磷青铜、镀锌琴钢丝端面要求:直的扭转端面是标准的。
在一个支撑的心轴或者柄轴上使用。心轴的尺寸在列出的偏差可以允许有约10% 的间隙。如果偏差较大,则柄轴的尺寸要减小。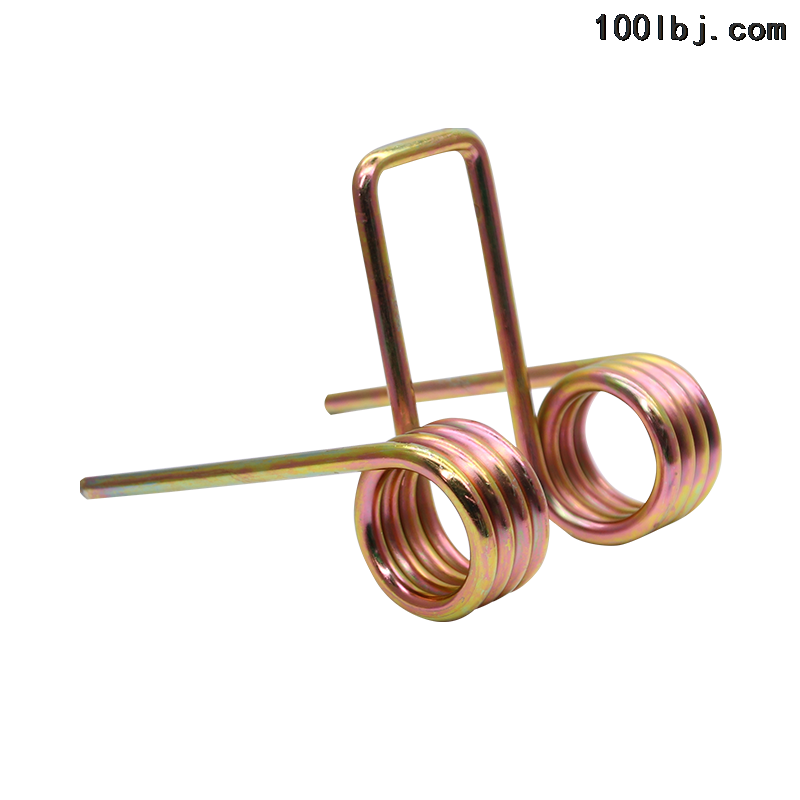
扭簧的喷丸强化工艺可分为以下3种:
1)组合喷丸工艺技术。组合喷丸,一般也称多次喷丸工艺。大多数经济的工艺是采用二次喷丸。通过采用不同直径的丸粒喷丸来实现。次采用较大丸粒来获得残余压应力和表面光洁度。
2)应力喷丸工艺。应力喷丸工艺也是一项比较经典的喷丸工艺,只是因为难以应用于大批量生产,但近年来由于应力喷丸设备的快速发展,在高应力汽车悬架扭簧大批量生产中得到了较大发展。特别是应力强化喷丸与其他喷丸工艺的组合应用具有很好的强化效果。应力喷丸的预应力一般设定在(700~800)MPa,经应力抛丸后,残余应力的峰值可以达到(1200~1500)MPa,从而得到高的抗疲劳强度。
3)扭簧的热强压工艺 热强压工艺主要应用在要求高的抗变形量的螺旋扭簧上,是作为高级的防变形的稳定化处理工艺。热强压工艺除可以显着提高抗变形外,还可以提高疲劳寿命。