品牌
生产厂家厂商性质
武汉市所在地
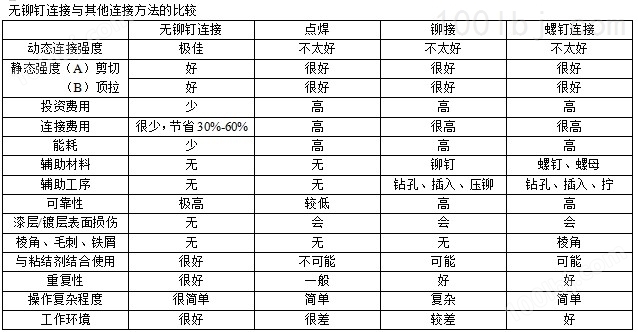
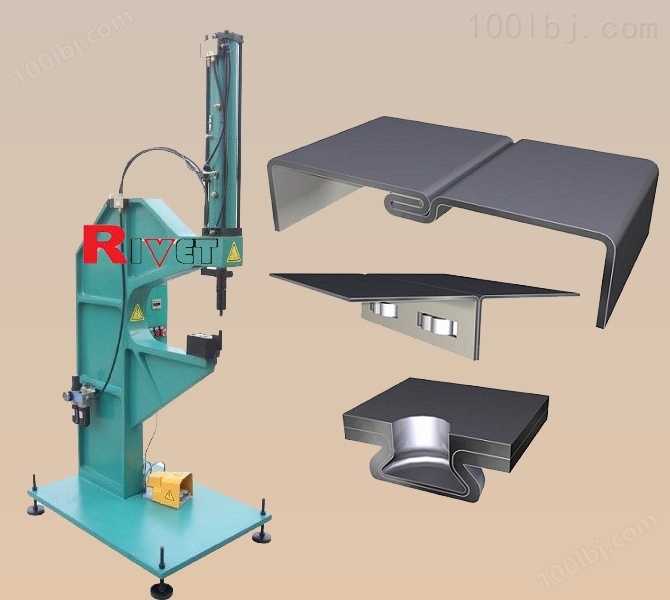
‘C’-形气液增压无铆钉铆接机
主要特点:
◌气液增力缸式冲压设备以及其*的冲压技术性能和运转加工的高可靠性及经济性,
为冲压加工行业带来了全新的活力。
◌*的“软到位”冲压技术:空行程,纯气动驱动模具快速小力“软”接触工件,实现了理想 的冲压加工中的无冲击“软到位”。极大提高了冲压加工质量及模具寿命,改善了冲压加工环境。
◌简单的动力驱动:采用*的气液增力缸作为动力执行元件。2bar—6bar/压缩空气驱动,无需 液压系统,即可产生2Kn-2000Kn冲压力。冲压力在规定范围内无级可调。
◌*的“示意图自适应”冲压技术:在总行程范围内,力行程依据模具在任一位置接触到工件 而自动施加。更换不同模具、不同工件,您无需调整设备行程。在力行程中,冲压力依据外载变 化自动适应和调节,自动实现冲压加工过程化。
◌三行程冲压加工循环:针对实际冲压加工的不同阶段科学定点地施加不同的动力,实现了的高质量冲压加工功能耗极低。快进行程—纯气驱动模具在空行程快速小力接触.力行程—接 触工件后,即自动转为气液增压的全力冲压加工。返回行程—完成冲压加工,模具气动返程。
◌*的工作可靠性:高度集成化的气液增力缸是高效率、高寿命、高可靠性以及无泄漏工作的 保证。

设备机身采用高刚度高强度整体优质铸钢结构,保证用户模具安装空间。设备工作无振动无冲击,可极大的改善工作环境。气液增压缸工作时具有软到位功能,保护模具不受冲击,提高模具使用寿命,极大的提高产品合格率。
电器采用继电器逻辑电路控制,纯压缩空气驱动系统。由脚踏开关控制设备动作,电接点压力表控制铆接质量及上模返程,并具有力行程自锁功能。
工件安放到位后,踩下脚踏开关,活塞下行,在快进行程(即空行程),上模快速小力到位,与工件无冲击软接触。在此快行程中的任意位置松开脚踏开关,上模却自动返程,以此保护模具及操作安全。上模接触到工件,增力缸即自动转为力行程进行铆压加工,同时系统自锁(此时无论是否松开脚踏开关,上模都不会返程)。当工件铆压力达到设定值,表示铆压质量合格,则电接点压力表动作,控制上模自动返程。若铆压力达不到要求,则铆压不合格,上模则不返程,此时需按急停按钮开关,强制其返程,并由此提醒操作者检查原因,以此控制加工质量。
快进行程及返回行程速度可无级调速以适应不同的工作频率需要。
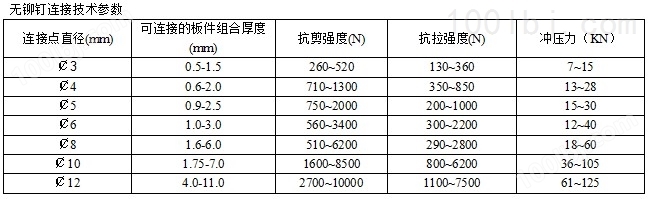
主要技术参数:
◙结构形式 "C"-形、立式
◙压力 100Kn
◙总行程 75mm
◙力行程 10mm
◙频率 14-25次/分
◙铆接厚度 4mm/镀锌板
◙功耗 0.65Kw
◙气源要求 5-6kgf/cm2