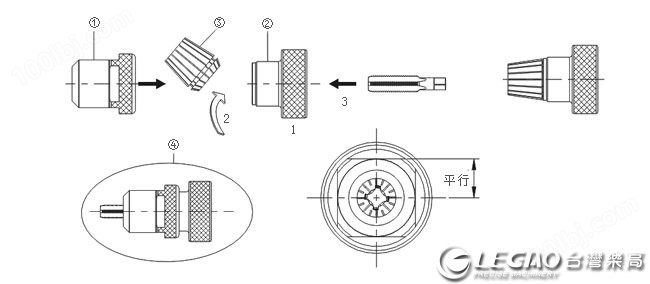
螺丝攻夹具之定位
请依图所示组装螺丝攻夹具组,暂“不锁紧”
首先确认螺丝攻刀柄直径,再选择适当之筒夹与刀具组,将通江以适当的角度嵌入夹具并锁紧螺帽,螺丝攻装入筒夹内,Y5C伸出约86mm左右。对刀前请先以目测方式找出过中心刀刃,并大约与基准槽平行,以便进行校刀定位(4刃用4刃夹具组,3刃用3刃夹具组)
螺丝攻之定位
固定夹头螺帽放入长度定位座孔内,密接后顺时针方向,向右旋转定位。
丝攻先插入底部后,轻推碰到平面向右转卡住定位。
夹头座向右转到底锁紧。
取出时握住固定夹头螺帽微微向左旋转后取出。
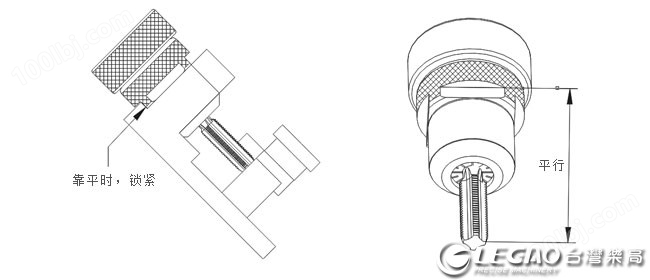
过中心刀刃应与基准槽下之基准线平行。
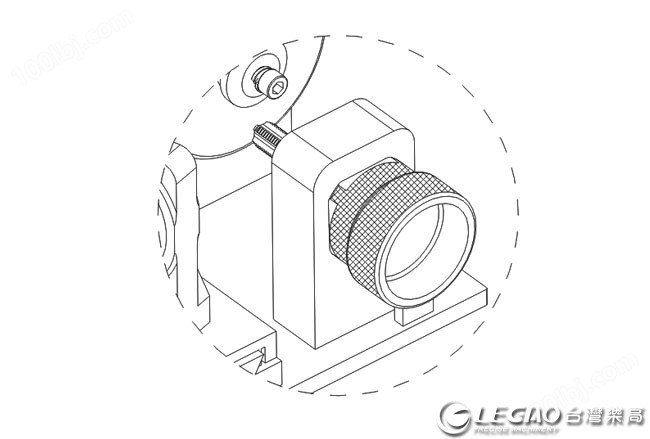
切削端面之研磨
打开侧罩,将丝攻刀具组放入修平头立柱,轻轻的推入接触砂轮后旋转修磨修平,即可完成切削端面之研磨。
 完成以上步骤后,切勿忘记关闭马达(马达请勿持续运转超过1小时)
完成以上步骤后,切勿忘记关闭马达(马达请勿持续运转超过1小时)
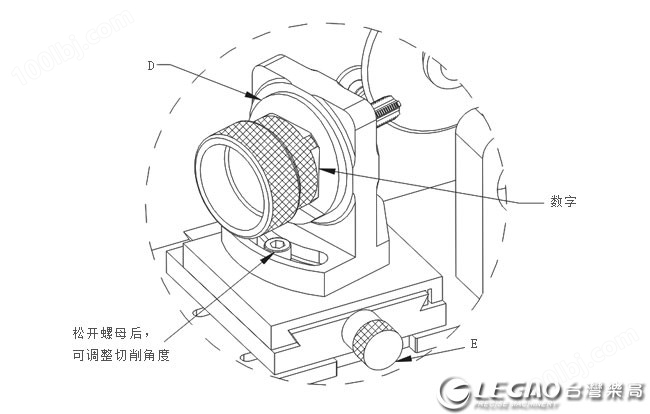
先导向之研磨
研磨前请先将刻度旋钮退回到原点,再前进适当研磨量,开关灯亮起马达转安定时,将丝攻夹具放置端面角度研磨座孔内,固定夹头螺帽缺口部对准研磨数字插销后,轻轻推底左右旋转研磨,直到研磨声音静止取出,再转至各槽研磨至无声为止。再依上述步骤重复研磨,即可完成先导向之研磨。
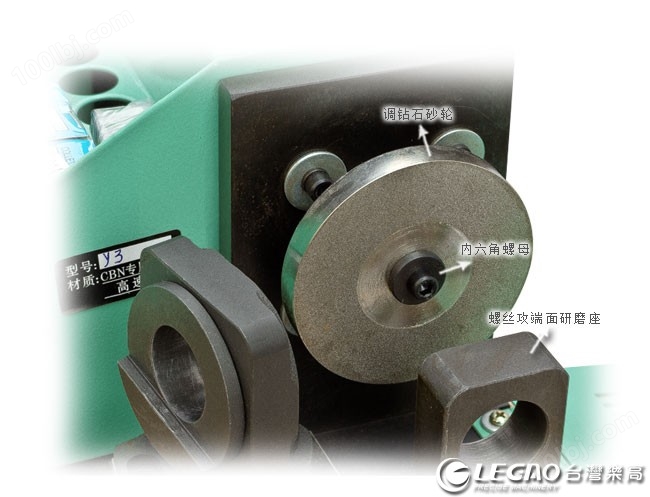
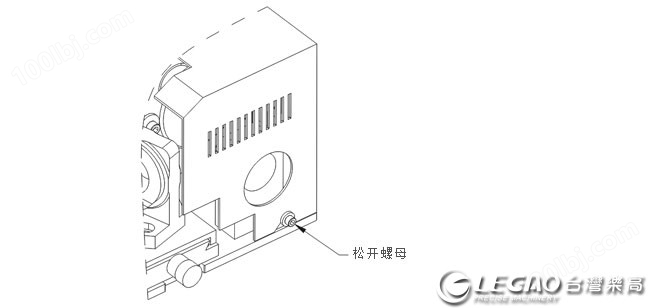
更换砂轮
确定拔掉电源线以确保安全。再用4mm内六角扳手将机器上盖周围螺丝以逆时针方向将螺丝松开。
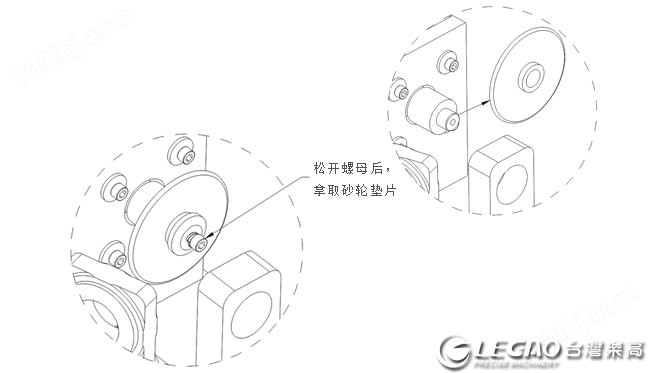
拿取砂轮
打开保护盖后,用毛刷或空压机将粉末清除干净,再用干布将表面擦拭清洁。
以左手握住砂轮,右手用4mm内六角扳手以反方向转开,拿起研磨机上之钻石砂轮。
再更换新的砂轮,轻放回砂轮主轴内,并锁回螺丝及砂轮盖,即完成。
注:马达主轴精密,如装配不良将导致主轴损伤,而影响砂轮之位置。
若刚使用中更换砂轮,请静待3分钟后,待砂轮之温度已降至常温再更换砂轮