
品牌
其他厂商性质
无锡市所在地
产品详情
压铆螺母的使用的材料都是以12L15的车削钢为主,这种材料,需要采用精密车床一个一个的车削成型,然后再进行热处理或镀锌处理,但这种12L15的材料不适合冷墩,如果一直采用这种车削的方式来生产压铆螺母,它的产量不够,成本也相对来说比较高,所以慢慢被淘汰了。为什么要先说一下这个已经被淘汰的模式呢?其实并没有淘汰,比如规格到了M10,就没有办法冷墩出来了,只能采用这种车削,只不过是M10的压铆螺母使用比较少而已。
在本文的标准中,主要来说一下美制压铆螺母几款常用的规格尺寸,它目前常用的只有#4、#6、#8、#10、1/4、5/16这六款螺纹直径,高度根据钣金的厚度分为1毫米、2毫米。这但其实这个描述并没有完整的把一颗美制压铆螺母写清楚,我们常见的到美制压铆螺母,在描述中,应该包括了它的材料、规格、和标准。首先说材料,压铆螺母的材料只有二种,一种是碳钢镀锌,一种是不锈钢。如果是碳钢,就用S表示,这个S不仅表示了材料,也注明了压铆螺母的规范尺寸,比如说圆形的,而不是六角压铆螺母的形状。然后是规格,规格就比较容易,就是#4或是#6之类,它指是内螺纹的标准,多大的螺纹就用多大的数字来描述,这跟普通螺母是一样的。那么标准是什么呢?其实标准指的是安装标准,相当于钣金的厚度,这也是压铆螺母比较特殊的地方。比如钣金厚度是1毫米,螺纹规格是#4,材料是碳钢镀锌。那么它的完整描述为:S-440-1.那如果是不锈钢呢,只需要把前面的字母换掉就可以了,还是以#4为例,不锈钢材料是用CLS表示的。完整描述为:CLS-440-1。

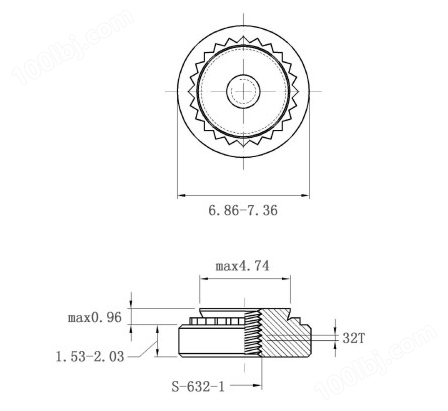
上面的二张技术图,左边是440-1的标准,右边是632-1的标准,440指的是螺纹直径是#4,牙距每25.4毫米40个牙,而632指的是螺纹直径是#6,每25.4毫米是32个牙,-1指是的安装钣金厚度为1毫米。
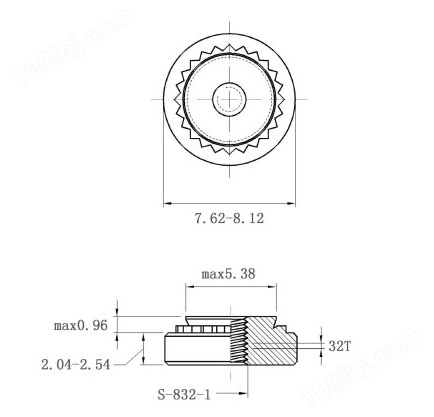
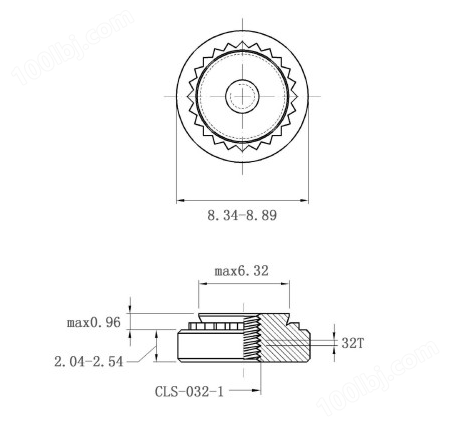
上图左边规格是832-1的技术标准,螺纹直径#8,每25.4毫米有32个牙,右边规格是032-1,螺纹直径#10,每25.4毫米32个牙,两同样是用在1毫米的钣金中。
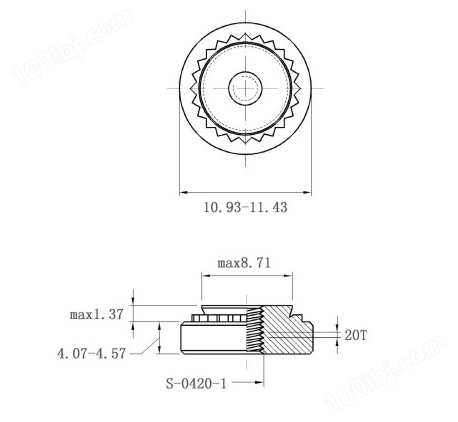
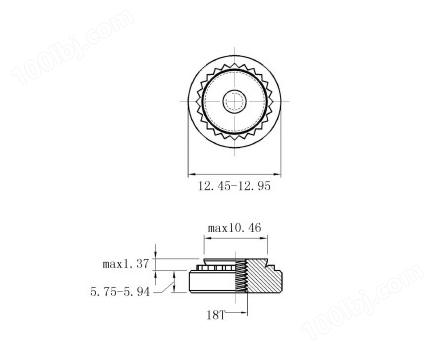
上图左边规格是0420-1标准,螺纹直径1/4,每25.4毫米20个牙,右边是0518-1,螺纹直径为5/16,每25.4毫米18个牙,这就是六款美制压铆螺母的规格了。
压铆螺母铆接后能够锁紧的原理在于螺母的一端有一个小的圆柱端面,端面朝下有一个大约30度至45度的角,在往下是一个锯齿形的压花槽,将压铆螺母放入导孔中,从上往下施压,让有角度的圆柱端面和齿纹垂 向下压入钣金,并和钣金咬合在一起从而形成一个固定的螺纹。
对压铆螺母长期的制造及技术研究中,安装和紧固的原理、方法虽已确定,但压铆螺母的安装还需依靠专用的铆压安装设备,这是保证压铆螺母在使用中能正常工作的一个的条件。虽然安装压铆螺母的设备不一定由产品生产商全部包揽, 但我们会向用户提供安装压铆螺母的的技术参数、安装办法等相关数据。
无锡泛奥公司生产工艺、设备*,先后进口精密设备多台,目前已形成一条高效率高质量的压铆螺帽生产线。公司的资源和开发能力能满足用户在压铆紧固件上的各种需求,确保众多用户以更低的成本长期使用压铆螺母类产品.


















