品牌
其他厂商性质
中山市所在地



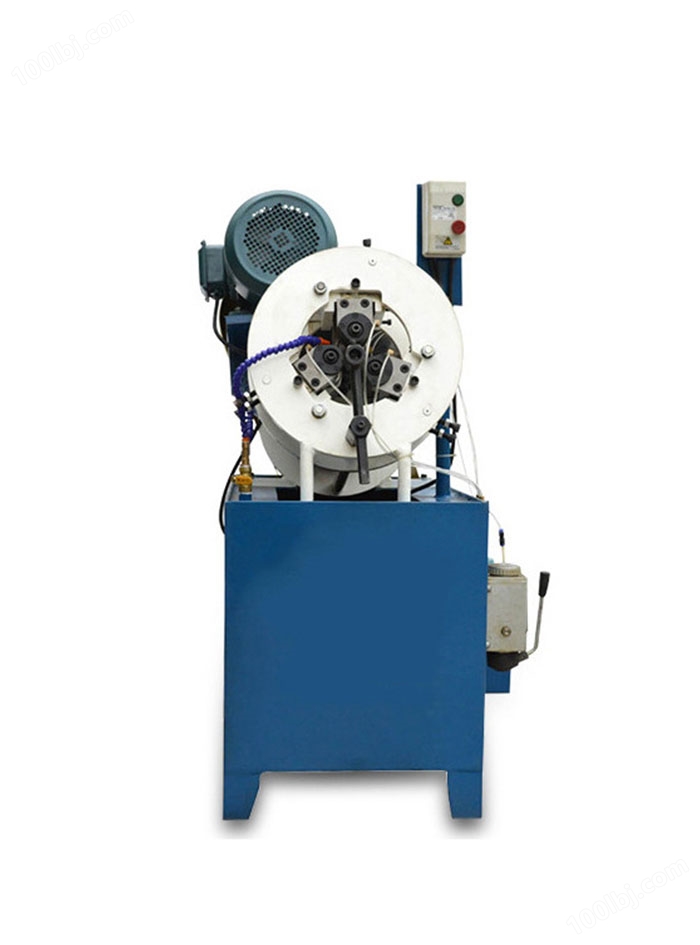
自动滚丝机其实质是利用某些材料在冷态下的可塑性来进行加丁,使坯件在滚限工具压力的作用下产生塑性变形、辗创出相应的螺纹。在液压螺纹的过程中,实际就是被加工螺纹是由滚压工具工作螺纹挤出的坯件金属重新分配的结果。
滚压螺纹丝坯尺寸大小不均,表面未清理干净,有砂轮沫、氧化皮和污脏物;
自动滚丝机滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;
滚丝轮出厂前需要充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效。
自动滚丝机被滚压件硬度不均匀(8.8级螺栓应在27~30HRC;10.9级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
螺纹滚丝机设备各部位的调整,清洁和保护有必要严厉依照设备的保护和保养标准进行,以保证一致的保护。关于不同的机械设备严厉依照规则要求不同的保护程序和保护。在日常查看中,还需求依据不同的设备充分考虑不同的工况,规则不同的保护时刻并严厉执行,以保证在日常查看过程中及时发现轧机设备的问题,并及时保护,防止更大的丢失。