品牌
其他厂商性质
中山市所在地
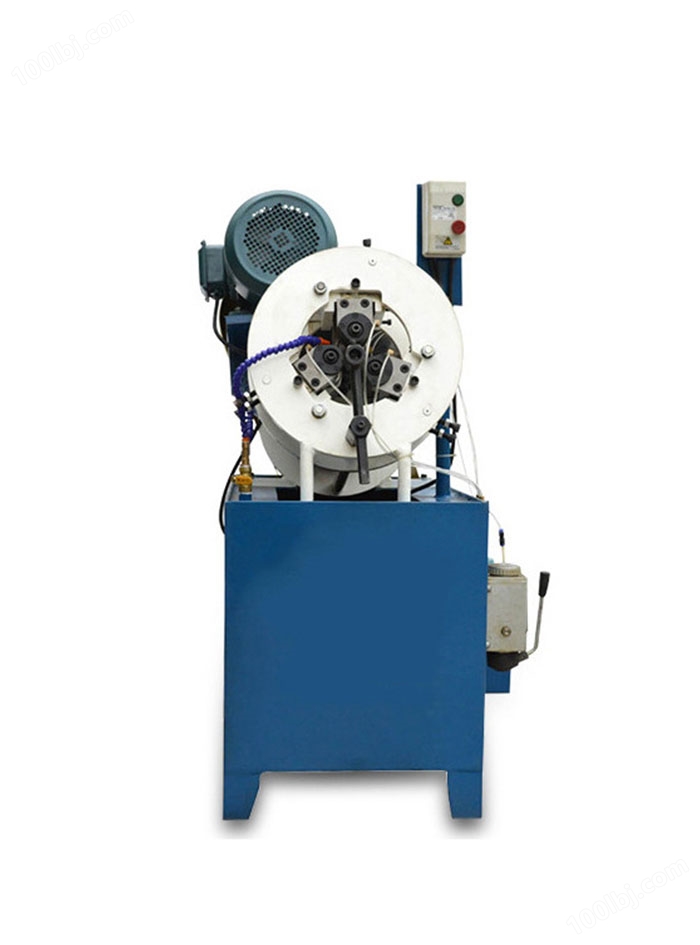
● 专为管类零件设计,以等三角支撑,滚牙时能保证工件的真圆度、同心度与垂直度
● 采用凸轮式进刀,结合变频器,可调整滚制时间,使工件达标
● 轴类零件采用优质进口材料,热处理后精磨,使机器经久耐用
● 进口万向节传动、齿轮箱变速、传动平稳、噪音小本机采用冷却循环系统,能使滚牙轮寿命提高
● Designed for tube parts, such as triangular support, rolling teeth to ensure that the workpiece when the roundness, concentricity and verticality
● Using cam feed, combined with frequency converter, adjustable rolling time, so that the workpiece standard
● shaft parts imported high-quality materials, heat treatment after grinding, the machine durable
● Import universal joint drive, gear box transmission, smooth transmission, low noise This machine adopts cooling circulation system, can make the rolling wheel life to improve

滚牙机是一种多功能冷滚压成形的机床。主要分为手动、半自动、全自动3种类型;作为一种常用加工设备,其维护成本高,维护要求也相对要复杂。下面为大家介绍常见滚牙机坏了的故障处理、日常保养内容及章程,以及滚牙机的调试方法供大家参考。
滚牙机日常保养内容:
1、不允许在卡盘、床身导轨上敲击或校直工件,床面上不准放工具或工件。
2、启动之前,先检查机床上工件是否夹紧。将各变速齿轮的手柄位置放在低速挡,以防开车时因突然撞击而损坏车床。启动后.应使主轴低速空转l-2mm,使润滑油均匀散布到各处(冬天更为重要),待车床运转正常后才能工作。
3、车削铸铁及崩屑状材质的工件,导轨上的润滑油要擦去,以免磨坏导轨面。
4、滚牙机工作中主轴需要变速时,必须先停下机器。变换进给箱手柄位置要在低速时进行。
5、使用切削液时,要在车床导轨上涂上润滑油。切削液泵中的切削液应定期调换。
6、进口滚牙机为了保持丝杠的精度,除车螺纹外,不得使用丝杠进行自动进刀。
7、全自动滚牙机装夹较重的工件时,应该用木板保护床面,下班时如工件不卸下,应用千斤顶支撑。
8、下班后应清除车床上及车床周围的切屑及切削液,擦净后按规定在导轨表面加上润滑油,尾座套筒和丝杠、螺母的润滑可用油枪每班加油一次。由于长丝杠和光杠的转速较高,润滑条件较差,必须注意每班加油,较后将床鞍摇至车尾一端,关闭电源。
9、车刀磨损后,要及时刃磨,用钝刀继续切削会增加车床负荷,甚至损坏机床。